Shigeo Shingo je autorem tohoto konceptu, který zahrnuje určitou formu mechanismu, který pomáhá vyhnout se chybám (poka). Poka-yoke je japonský termín odpovídající pojmu mistake-proofing.
Mistake Proofing spočívá v přidání technik pro předcházení chybám a co nejrychlejší odhalení chyb, pokud se nějaká vyskytne.
Poka-yoke se často používá jako asynonymní termín, ale jeho významem je eliminace vad produktu prevencí lidských chyb (které jsouneúmyslné). Tento koncept poprvé široce použil Shigeo Shingo v rámci výrobního systému Toyota (TPS).
Když chybě nelze prakticky stoprocentně zabránit nebo ji odhalit, pak je další nejlepší možností pokusit se snížit závažnost chyby a vady.
Cíl:
PŘEDCHÁZET výskytu vady, a když to není možné, DETEKOVAT vadu pokaždé, když se vyskytne. Existují různé úrovně, náročnost a náklady na odstraňování chyb.
Tým musí určit optimální stavy a prozkoumat proveditelnost implementace do nového produktu nebo procesu KPIV.
Cílem je v této prioritě:
1.Předcházet chybám, které vedou k vadám
2.Odhalit chyby (ne všem chybám lze stoprocentně zabránit)
3.Snížit závažnost vady
Pokud je to praktické a nutné, pokuste se implementovat všechny tři možnosti nebo jejich kombinaci.
Někdy není k dispozici technologie, která by chybám zabránila a/nebo je odhalila, takže dalším nejlepším řešením je snížit závažnost chyby.
Nástroje jako 5-WHY se používají k tomu, aby se dostaly ke kořenovým příčinám chyb. Při úvahách o zabezpečení proti chybám je zásadní dostat se ke zdrojům a kořenovým příčinám.
Inspekce
Inspekce:
- Výsledná – zařízení/osoba v dalším procesu kontrolujea poskytuje zpětnou vazbu
- Samokontrola – zařízení/osoba kontroluje vlastní práci
- Zdrojová – osoba/zařízení kontroluje provozní podmínky před provedením práce
(Konečným stavemje navržení chyb z procesu tak, aby k nim nemohlo dojít)
Výsledná inspekce je DETEKČNÍ inspekce, která je reaktivní a poskytuje informace zpět ke zdroji chyby.
Samostatná inspekce je DETEKČNÍ inspekce, při níž obsluha nebo zařízení kontroluje práci v procesu pro rychlejší zpětnou smyčku ke zdroji chyby. Tato kontrola je žádanější nežsamostatná kontrola.
Samostatná kontrola je nejžádanější kontrolou, protože ostatní dvě kontroly probíhají v pozdější fázi procesu, což má za následek větší časové ztráty a náklady. Chyba je nalezena až poté, co k ní došlo.jedná se o PREVENTIVNÍ kontrolu
Dvě varianty
Existují dvě varianty kontroly chyb
- Výstrahy/Alarmy – poskytuje informace
- Kontrola – zabraňuje a/nebo zastavuje proces
Sama kontrola není považována za životaschopnoutechniku kontroly chyb. Technika nebo mechanismus, který zabraňuje chybám nebo odchylkám nebo je odhaluje, je kontrolou chyb.
Tři typy
Shigeo Shingo vymyslel tři typy poka-yoků:
- Kontaktní metoda – identifikuje chyby testováním vlastností výrobku.
- Fixní hodnota – pokaždé určitý počet pohybů.
- Sekvenční metoda – zjišťuje, zda byl dodržen postup.
Vady zjištěné v pozdějších operacích nebo krocích procesu jsou spojeny s vyššími náklady. Je ohroženo více materiálu, práce, režie, dříve přepracovaného výrobku. Nakonec, pokud se výrobek dostane k zákazníkovi jako vadný, mohou nehmotné náklady, jako je pověst, převýšit hmotné náklady.
Například detektor oxidu uhelnatého nebude tak účinný, pokud nejsou známy vstupy nebezpečných a přípustných hodnot PPM nebo pokud není jasné správné místo pro instalaci.
Dobře: Odhalí závadu před přechodem k dalšímu kroku.
BETTER: Odhalí závady během procesu v provozu.
Nejlepší:
Každý proces by měl být vybaven kontrolou chyb, aby se zajistilo, že vady nebudou přecházet do dalšího kroku, a že každá operace má kontrolu chyb, aby se zajistilo, že budou přijímány pouze díly bez vad.
Vazba na FMEA
FMEA má tři kategorie:
1) Závažnost
2) Detekce
3) Výskyt
Zajištění proti chybám se používá ke snížení skóre v detekci a výskytu.
Jakmile se osvědčí zařízení nebo metoda pro zajištění proti chybám, je důležité, aby GB/BB navázal spolupráci s oddělením kvality a případně aktualizoval podnikovou FMEA.
Snížení počtu chyb může být také provedeno jako další měkký úsporný přínos týmu Six Sigma.
Snížení všech nebo kterékoli ze tří hodnot v těchto kategoriích sníží riziko (sníží číslo RPN způsobu selhání).
Tým Six Sigma také aktualizuje vlastní projektovou FMEA a ta se stane revidovanou FMEA ve fázi KONTROLY.
Zkoumání nákladů na vady
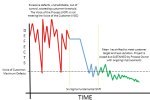
Zavedení poka-yoků představuje počáteční náklady stejně jako zavedení SPC. Tyto náklady však budou více než kompenzovány dlouhodobou stabilitou a výkonností výstupu. Jinými slovy, pokud jsou investovány správné poka-joky, pomohou tyto snížit variabilitu a posunout průměr (nebo medián) požadovaným směrem.
Následující graf ukazuje základní náklady při různých úrovních DETEKCE.
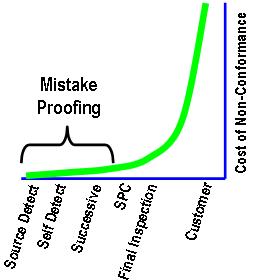
Čím dále po proudu se vada neodhalí, tím větší riziko je s ní spojeno. Pokud zákazník zjistí vadu, vznikají různé náklady na špatnou kvalitu, od přímých nákladů až po různé nepřímé náklady, které se nemusí projevit okamžitě (např. budoucí stažení výrobku z trhu nebo ztracené příležitosti ke kótování).
Tým Six Sigma by se měl nejprve zaměřit na PREVENCI. Ve většině případů nelze stoprocentně zabránit vzniku závad, takže je nutné investovat také do DETEKCE.
Příklady Poka-Yoke
Níže uvedené příklady jsou zařízení, která pomáhají předcházet chybám nebo je odhalovat. Existují však různé stupně účinnosti a tým musí najít rovnováhu mezi získáním co nejefektivnějšího poka-yoke a zároveň praktičností a hospodárností.
Některé nápady na ochranu před chybami mohou prodlužovat tok hodnoty a zvyšovat náklady, jako je proces kontroly nebo třídění.
Další doba přípravy se rovná větším zásobám, delšímu cyklu přeměny peněz a je v rozporu se směrem štíhlé výroby.
- Kontrola pravopisu v pracovním editoru
- KódyUPC a skenery (snižuje chybovost při zadávání dat)
- Snooze
- Přerušovač obvodů
- Školení operátorů
- Nízké paliva a vizuální indikátor na vozidle
- Instrukce k montáži nábytku nebo svítidel
- Funkce automatického ukládání v softwaru
- Výsuvné nabídky pro důsledné zadávání dat
- Inspekce
- Otvor v horní části dřezu, který zabraňuje přetečení
- Tlakový pojistný ventil na ohřívači teplé vody
- Vypínání kávovaru. feature when pot is removed
- Tinting of contact lenses to assist in locating them
- L or R on the contact lens case to indicate left or right eye
- Kill switch of jet-ski attached to life jacket
- Limit switches
- „Are you sure you want to DELETE?“ reminder
- Sorting of suspect material
- Force or sound detection monitors on machines
- Fire and Carbon Monoxide alarms
- Infrared imaging surveys to detect hot spots
- Kill switch on a forklift seat
- Rubble strips on shoulders of roads
- Oven Timer
- Traffic lights
- Rubble strips on road shoulders
- Various lane stripes and colors on roadways
- GFCI outlets
- Double hand jog systems
- Almost any type of sensor or alarm is a poka-jící zařízení
- Hledač hřebíků na stěně
- Pípání automobilu, pokud jsou světla ponechána zapnutá
- Automatické vypnutí omylem zapnutých světel automobilu
Další příklady a fotografie Mistake Proofing na www.mistakeproofing.com
Je také důležité vyhodnotit, zda nevznikly nějaké další problémy nebo rizika tvořená novým zařízením poka yoke. Zařízení by nemělo představovat nové bezpečnostní riziko, zvyšovat riziko stávajícího způsobu selhání nebo vytvářet nový způsob selhání.
Příklad:
Předpokládejme, že nově instalovaný uzavírací ventil na kávovaru funguje tak, že zabraňuje vylití spodní části na podstavec nebo pracovní desku při vyjmutí konvice.
Jedná se o velmi příjemné error proofing zařízení, ale pokud čerpadlo horké vody nedostane zpětný signál a pokračuje v plnění prostoru filtru, může dojít k jeho přetečení. V podstatě se způsob poruchy vylití přesunul z jednoho místa na druhé.
Který z dřezů je méně rizikový?


Vana na prádlo je hlubší, takže by mohla pojmout více vody, ale dřez na pravém obrázku má přepadový odtok jako prevenci zdrojekontaktní způsob kontroly. To nabízí větší prevenci rizika neždřez na levém obrázku, pokud je voda náhodou ponechána zapnutá se zátkou (pokud není také ucpaná!).
Přemýšlíte o nápadech na protažení, které dále zlepšují odolnost proti chybám u obou? Zůstaňte poněkud praktičtí s ohledem na náklady, nechte se unášet fantazií.
Další nápady:
- Co kdyby tam byl senzor, který by rozpoznal přetečení a vypnul kliky?
- What if an overflow sounded an alarm or called your phone?
- What if the water amount (and even the temperature) could be programmed quickly at the faucet?
What seemed impractical a few years ago may become practical now or in the future. What value does it add to the customer, maybe the Kano Model could draw out any interest in „delighter“ features like this and understand what the customer will pay for them.
More Pictures


Return to LEAN MANUFACTURING
Return to the IMPROVE Phase
Search Six Sigma job openings
Subscribe to access this entire site
Templates, Statistics Tables, and Calculators
Recent Articles




-
t-distribution, t-test
Mar 11, 21 10:56 AM

Exploring the t-distribution and t-test, 1 sample t-test, 2 sample t-test
-
Six Sigma Material, Training, Courses, Calculators, Certification.
Jan 29, 21 11:01 AM
One site with the most common Six Sigma material, videos, examples, calculators, courses, and certification.
-
Six Sigma Certification, Green Belt and Black Belt Certification
Jan 06, 21 08:32 AM
Describes the types of Six Sigma certification as Green Belt, Black Belt, and Master Black Belt