Von Jeffrey A. Packer
Bahen/Tanenbaum Professor für Bauingenieurwesen, Universität Toronto, Ontario, Kanada
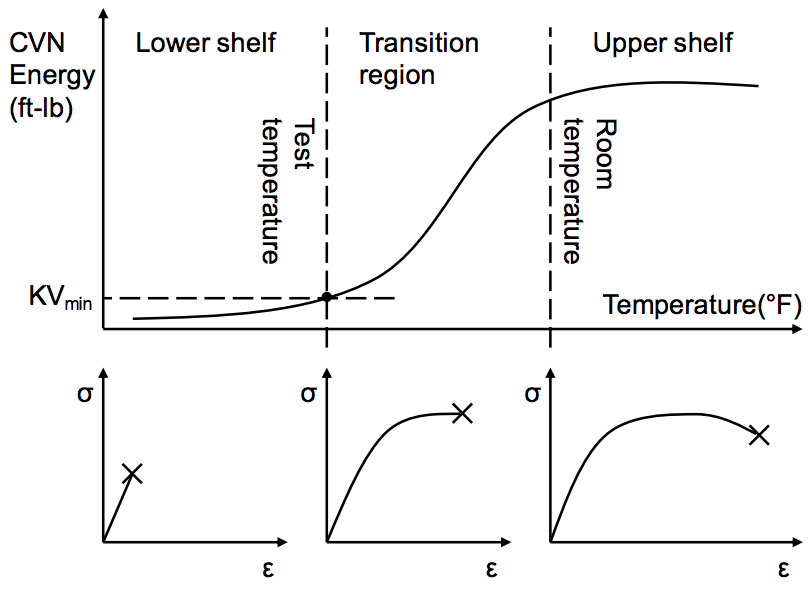
Die Auswahl des Stahls für die Kerbzähigkeit ist entscheidend für den Einsatz bei niedrigen Temperaturen oder dynamischer Belastung, da die Möglichkeit eines Sprödbruchs eines Bauteils besteht. Für die Bewertung der Zähigkeit von Werkstoffen verlangen internationale Normen in der Regel eine Kerbschlagprüfung nach Charpy V (CVN) am Stahlprodukt. Das geforderte Zähigkeitsniveau wird üblicherweise für eine bestimmte Prüftemperatur angegeben (die sich von der niedrigsten zu erwartenden Betriebstemperatur unterscheiden kann), bei der ein Mindestwert der CVN-Kerbschlagarbeit (KVmin) erreicht werden muss. Die ungefähre Beziehung zwischen der CVN-Energie-Temperatur-Kurve und dem Bruchverhalten eines Stahlbauteils ist in Abbildung 1 dargestellt.
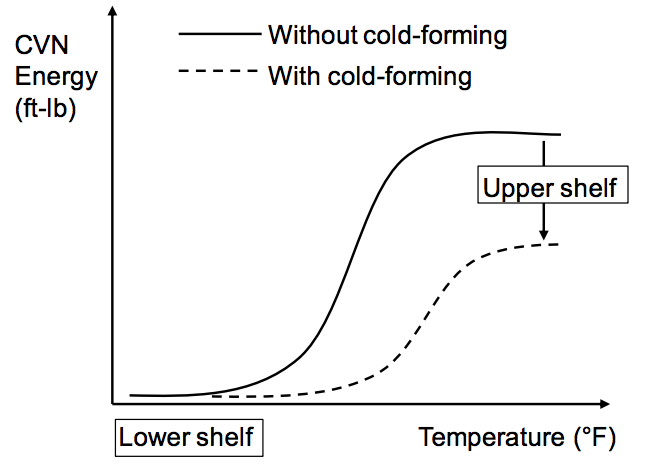
Die Zähigkeit von kaltverformtem HSS hängt nicht nur von der Zähigkeit des für die Herstellung des HSS verwendeten Coil-Materials ab, sondern auch vom Grad der Kaltverformung, die während der Herstellung in den Querschnitt eingebracht wird. Wie in Abbildung 2 dargestellt, senkt die Kaltverformung die Zähigkeit des Materials. Im Allgemeinen ist die Querschnittsgeometrie des HSS-Produkts ein guter Indikator für den Grad der im Profil enthaltenen Kaltverformung. Bei kreisförmigen Hohlprofilen (CHS) ist das Zähigkeitsniveau um den Querschnitt herum gleichmäßig, da das Coilmaterial an allen Stellen auf die gleiche Krümmung kalt gebogen wird. Bei rechteckigen Hohlprofilen (RHS) hingegen kann die Zähigkeit im Eckbereich aufgrund ungleichmäßiger Kaltverformung deutlich niedriger sein als auf der ebenen Fläche, je nachdem, ob das RHS im „Direktformverfahren“ oder im „Stetigformverfahren“ hergestellt wurde. Ein Vergleich der Materialeigenschaften von direkt geformten und stranggeformten RHS findet sich in Sun und Packer (2014a und 2014b).
Die wichtigste amerikanische Norm für kaltverformtes HSS, ASTM A500 (2013a), enthält keine Anforderungen an die Kerbschlagzähigkeit. Daher ist es notwendig, die CVN-Prüfung des A500 HSS-Produkts zu spezifizieren, bevor es für den Einsatz bei niedrigen Temperaturen oder dynamischer Belastung verwendet wird.
Um kaltgeformten HSS für dynamisch belastete Strukturen anzubieten, wurde kürzlich die ASTM A1085-13 (2013b) entwickelt. Darin wird festgelegt, dass bei HSS-Produkten, die nach dieser Norm hergestellt werden, die Zähigkeit durch die Prüfung von CVN-Proben, die in Längsrichtung (weg von der Schweißnaht) des Rohrs entnommen werden, zugänglich ist. Die durchschnittlichen CVN-Kerbschlagzähigkeitswerte der Probekörper müssen der Mindestanforderung von 25 ft-lb bei 40 °F entsprechen, basierend auf Probekörpern in voller Größe (10×10 mm mit einer 2 mm tiefen Kerbe). Ein solches CVN-Zähigkeitsniveau (an der Prüfstelle) ist für die dynamische Belastungsanwendung für den Gebrauchstemperaturbereich der Zone 2″ (0 °F bis -30 °F) gemäß der AASHTO-Brückendesignspezifikation (2007) angemessen. Es ist jedoch zu beachten, dass die ASTM A1085-13 (2013b) für RHS vorschreibt, dass die CVN-Proben von der flachen Seite des Rohrs entnommen werden. Im Gegensatz zu CHS ist das Zähigkeitsniveau rund um den Querschnitt von RHS aufgrund der ungleichmäßigen Kaltverformung uneinheitlich. Daher repräsentieren die CVN-Kerbschlagwerte von Prüfkörpern, die von der Planfläche entnommen wurden, nicht notwendigerweise die Zähigkeitseigenschaft des gesamten Querschnitts des RHS.
Es wurden umfangreiche Untersuchungen zum Einfluss der Kaltverformung auf die Zähigkeit von europäischem HSS durchgeführt, die die aktuellen Regeln für die Auswahl von europäischem HSS für die Gesamtkerbschlagzähigkeit bildeten (Feldmann et al., 2012). Eine Übersicht über diese Untersuchungen ist in Sun und Packer (2014b) zu finden. Da diese Versuche jedoch hauptsächlich mit HSS aus EN 10219 S355J2H-Stahl durchgeführt wurden, beziehen sich die Regeln in (Feldmann et al., 2012) nur auf diesen Werkstofftyp (d.h. sie sind nicht unbedingt auf in Nordamerika hergestellte HSS anwendbar).
Vergleichbare Untersuchungen an nordamerikanischen HSS waren bis vor kurzem begrenzt. Auf der Grundlage umfangreicher CVN-Prüfungen an HSS mit unterschiedlichen Querschnittsgeometrien, die mit verschiedenen Verfahren an der Universität von Toronto durchgeführt wurden (Kosteski et al., 2005; Sun und Packer, 2014b), wurde festgestellt, dass:
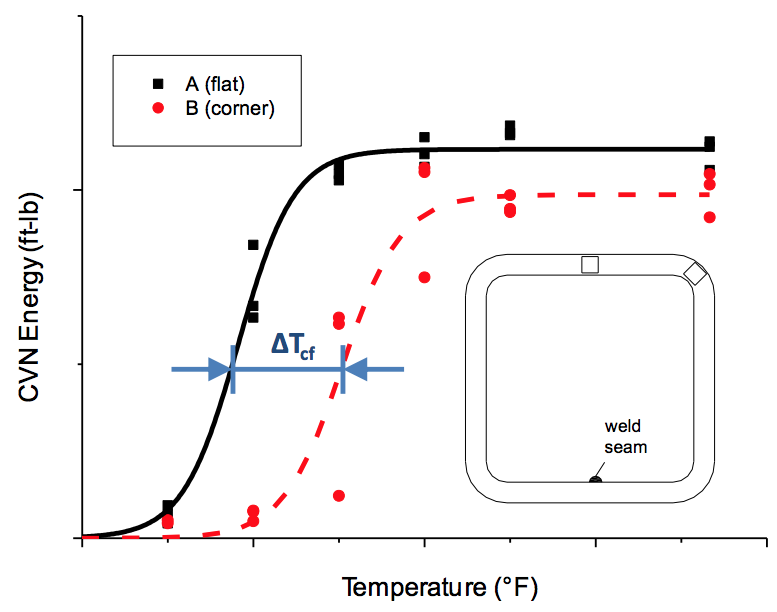
(1) Bei der Auswahl von RHS für die Kerbschlagzähigkeit sollte die Verschlechterung der CVN-Zähigkeit von der Flachseite bis zur Ecke (d. h. die Schwachstelle) ernsthaft in Betracht gezogen werden, so dass der gesamte Querschnitt „gebrauchstauglich“ ist. Dies kann entweder dadurch geschehen, dass die Ecke als alternativer Messort festgelegt wird oder dass die Verschlechterung von der ebenen Fläche zur Ecke berücksichtigt wird, wenn die CVN-Zähigkeit an der Standardstelle (ebene Fläche) gemessen wurde. Die Versuchsergebnisse (siehe Abbildung 3) zeigen, dass es im Allgemeinen große Temperaturverschiebungen (ΔTcf) zwischen den CVN-Energie-Temperatur-Kurven der flachen Seite und der Ecke des geprüften RHS gibt. Solche Temperaturverschiebungen können bis zu 72 °F betragen, je nach Querschnittsgeometrie und Kaltverformungsmethode des RHS. Um konservativ zu sein, kann ein Konstrukteur bei der Festlegung der CVN-Zähigkeit der Flachseite eine Temperaturverschiebung von 72 °F einkalkulieren, wenn in der Ecke ein bestimmtes Zähigkeitsniveau erreicht werden muss. Zum Beispiel würde eine Spezifikation von 25 ft-lb bei -32 °F in der flachen Seite eines RHS eine CVN-Bewertung von 25 ft-lb bei 40 °F im Eckbereich gemäß ASTM A1085-13 gewährleisten.
(2) Für CHS kann die Methode in ASTM A1085-13 direkt angewendet werden, da das Zähigkeitsniveau über den gesamten Querschnitt konstant ist.
(3) Für HSS mit einer Wanddicke von weniger als 11 mm schreibt ASTM A370 (2009) die Verwendung von CVN-Proben unterer Größe vor. Da die Breite der Untermaßprobe reduziert ist, muss sie an der Schmalseite eingekerbt werden (d.h. die Probe hat eine Kerbe durch die HSS-Wanddicke), um eine ausreichende Querschnittsfläche für die Kerbschlagprüfung zu erhalten (ASTM 2009). Andererseits erlaubt die ASTM A370 bei dickwandigem HSS, bei dem CVN-Proben in voller Größe möglich sind, dass die Kerbe entweder auf der HSS-Oberfläche oder durch die HSS-Wanddicke verläuft. Nach experimentellen Erkenntnissen (Sun und Packer 2014b) führt die letztgenannte Kerbausrichtung jedoch im Allgemeinen zu einem niedrigeren CVN-Zähigkeitswert. Daher wird empfohlen, dass bei dickwandigem HSS die CVN-Proben in voller Größe mit einer Kerbe durch die Wandstärke bearbeitet werden sollten, um konservative Prüfergebnisse zu erzielen.
AASHTO. 2007. „AASHTO LRFD Bridge Design Specifications“, 4. Auflage. American Association of State Highway and Transportation Officials, Washington, DC.
ASTM. 2009. „Standard Test Methods and Definitions for Mechanical Testing of Steel Products“, ASTM A370-09a. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013a. „Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes“, ASTM A500/A500M-13. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013b. „Standard Specification for Cold-formed Welded Carbon Steel Hollow Structural Sections (HSS)“, ASTM A1085-13. American Society for Testing and Materials, West Conshohocken, PA.
Feldmann, M., Eichler, B., Kühn, B., Stranghöner, N., Dahl, W., Langenberg, P., Kouhi, J., Pope, R., Sedlacek, G., Ritakallio, P., Iglesias, G., Puthli, R.S., Packer, J.A. und Krampen, J. 2012. „Choice of Steel Material to avoid Brittle Fracture for Hollow Section Structures“. JRC Scientific and Policy Report No. 72702, European Commission Joint Research Centre, Luxembourg.
Kosteski, N., Packer, J.A. und Puthli, R.S. 2005. „Notch Toughness of Internationally Produced Hollow Structural Sections“, Journal of Structural Engineering, American Society of Civil Engineers, Vol. 131, No. 2, pp. 279-286.
Sedlacek, G., Feldmann, M., Kühn, B., Tschickardt, D., Höhler, S., Müller, C., Hensen, W., Stranghöner, N., Dahl, W., Langenberg, P., Münstermann, S., Brozetti, J., Raoul, J., Pope, R. und Bijlaard, F. 2008. „Commentary and Worked Examples to EN 1993-1-10 ‚Material Toughness and Through Thickness Properties‘ and other Toughness Oriented Rules in EN 1993“. JRC Scientific and Policy Report No. 47278, European Commission Joint Research Centre, Luxemburg.
Sun, M. und Packer, J.A. 2014a. „Direct-Formed and Continuous-Formed Rectangular Hollow Sections – Comparison of Static Properties“. Journal of Constructional Steel Research, Vol. 92, pp. 67-78.
Sun, M. und Packer, J.A. 2014b. „Charpy V-Notch Impact Toughness of Cold-Formed Rectangular Hollow Sections“. Journal of Constructional Steel Research, Vol. 97, pp. 114-126.
October 2014
Download PDF