Av Jeffrey A. Packer
Bahen/Tanenbaum Professor of Civil Engineering, University of Toronto, Ontario, Canada
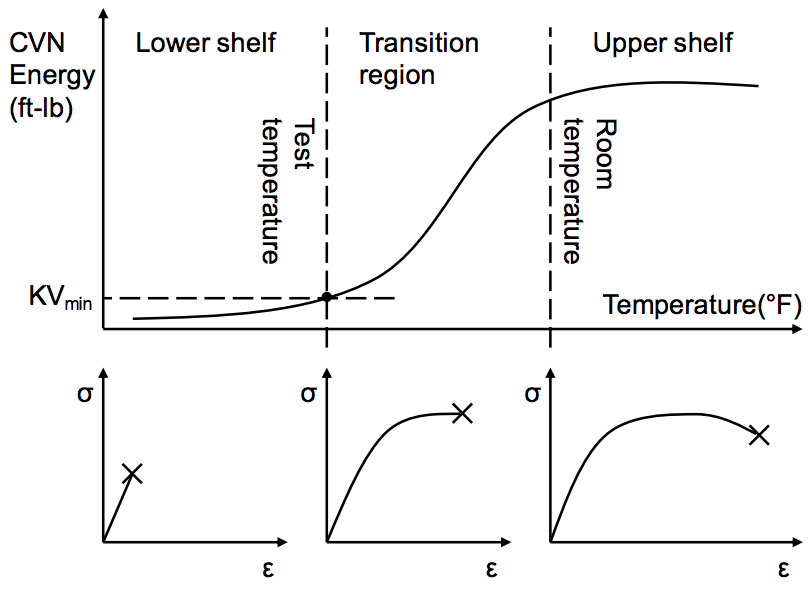
Valet av stål för notch toughness är kritiskt för tillämpningar med låg temperatur eller dynamisk belastning, på grund av risken för spröd brottslighet i en komponent. För bedömning av materialets seghet kräver internationella standarder vanligen Charpy V-notch (CVN) slagprovning av stålprodukten. En erforderlig seghetsnivå uttrycks vanligen för en viss provningstemperatur (som kan skilja sig från den lägsta förväntade servicetemperaturen) vid vilken ett lägsta CVN-slagenergivärde (KVmin) skall uppnås. Det ungefärliga förhållandet mellan CVN-energi-temperaturkurvan och brottsbeteendet hos en stålkomponent illustreras i figur 1.
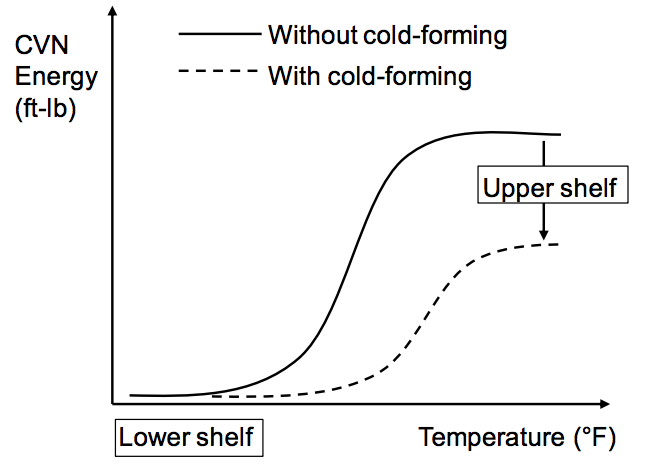
Tågheten hos kallformade HSS beror inte bara på tågheten hos spolmaterialet som används för att tillverka HSS, utan också på graden av kallformning som införs i tvärsnittet under produktionen. Som framgår av figur 2 sänker kallformning materialets seghet. I allmänhet är HSS-produktens tvärsnittsgeometri en bra indikator på graden av kallformning i sektionen. För cirkulära ihåliga profiler (CHS) är seghetsnivån runt tvärsnittet konsekvent eftersom spolmaterialet kallböjs till samma krökning på alla ställen. För rektangulära ihåliga profiler (RHS) kan å andra sidan segheten i hörnområdet vara betydligt lägre än på den plana sidan på grund av ojämna grader av kallformning, beroende på om RHS-profilen har tillverkats med hjälp av ”direktformning” eller ”kontinuerlig formning”. En jämförelse mellan materialegenskaperna hos direktformade och kontinuerligt formade RHS finns i Sun och Packer (2014a och 2014b).
Den främsta amerikanska standarden för kallformad HSS, ASTM A500 (2013a), har inget krav på skårad seghet. Det är därför nödvändigt att specificera CVN-testning av A500 HSS-produkten innan den används för lågtemperaturtjänster eller dynamiska belastningstillämpningar.
För att erbjuda kallformad HSS som lämpar sig för dynamiskt belastade konstruktioner utvecklades nyligen ASTM A1085-13 (2013b). I denna anges att för HSS-produkter som tillverkas enligt denna standard ska dess seghet undersökas genom att testa CVN-prover tagna i rörets längdriktning (bort från svetsen i sömmen). De genomsnittliga CVN-slagvärdena för provkropparna ska överensstämma med minimikravet på 25 ft-lb vid 40 °F, baserat på provkroppar i full storlek (10×10 mm med en 2 mm djup skåra). En sådan CVN-hållfasthetsnivå (på provningsplatsen) är tillräcklig för dynamisk belastning i ”zon 2”-temperaturområdet (0 °F till -30 °F) enligt AASHTO:s specifikation för brokonstruktion (2007). Det bör dock noteras att för RHS specificerar ASTM A1085-13 (2013b) att CVN-proverna ska tas från rörets plana yta. Till skillnad från CHS är seghetsnivån runt tvärsnittet av RHS inkonsekvent på grund av ojämna mängder kallformning. Därför representerar CVN-slagvärdena för provkroppar tagna från den plana sidan inte nödvändigtvis seghetsegenskaperna för hela tvärsnittet av RHS.
Det har gjorts omfattande undersökningar av effekten av kallformning på segheten hos europeiska HSS, vilket har bildat de nuvarande reglerna för urvalet av europeiska HSS för den övergripande kotchegenskapen (Feldmann et al., 2012). En översikt över dessa undersökningar finns i Sun och Packer (2014b). Men eftersom dessa tester huvudsakligen utfördes med HSS tillverkade av EN 10219 S355J2H-stål hänvisar reglerna i (Feldmann et al., 2012) endast till denna materialtyp (dvs. de är inte nödvändigtvis tillämpliga på HSS tillverkade i Nordamerika).
Samma undersökningar av nordamerikanska HSS var begränsade fram till nyligen. Baserat på omfattande CVN-tester på HSS med olika tvärsnittsgeometrier och producerade med olika metoder vid University of Toronto (Kosteski et al., 2005; Sun och Packer, 2014b) har man dragit slutsatsen att:
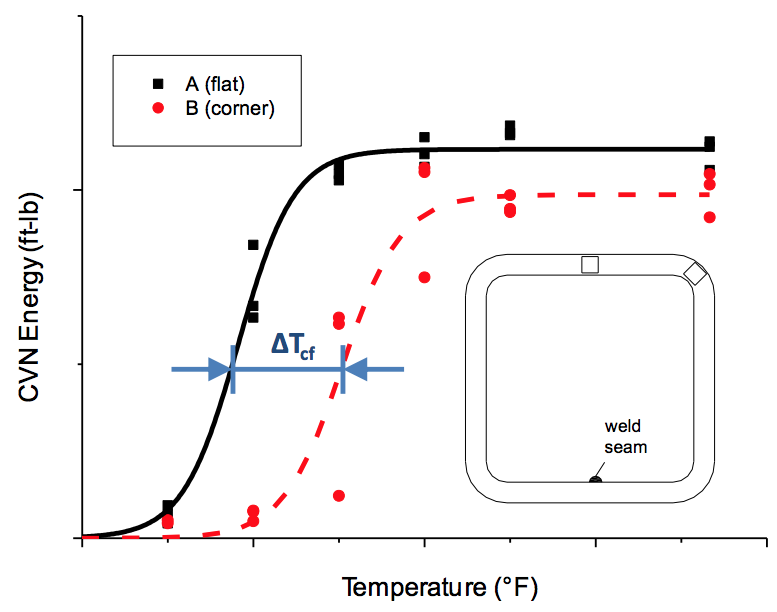
(1) Vid val av RHS för krosstålighet bör man allvarligt överväga CVN-tålighetsförsämringen från plana ytor till hörn (dvs. den svaga punkten) så att hela tvärsnittet är ”lämpat för ändamålet”. Detta kan göras antingen genom att ange hörnet som en alternativ mätplats eller genom att ta hänsyn till försämringen från den plana ytan till hörnet om CVN-hållfastheten mättes på standardplatsen (den plana ytan). Experimentella resultat (se figur 3) visade att det i allmänhet finns stora temperaturförskjutningar (ΔTcf) mellan CVN-energi-temperaturkurvorna för den plana ytan och hörnet på den testade RHS. Sådana temperaturförskjutningar kan vara upp till 72 °F, beroende på tvärsnittsgeometrin och kallformningsmetoden för RHS. För att vara försiktig kan en konstruktör därför genomföra en temperaturförskjutning på 72 °F när han eller hon specificerar CVN-hållfastheten för den plana ytan om en viss hållfasthetsnivå måste uppfyllas i hörnet. Till exempel skulle en specifikation av 25 ft-lb vid -32 °F i den plana ytan på en RHS säkerställa en CVN-värde på 25 ft-lb vid 40 °F i hörnområdet, enligt ASTM A1085-13.
(2) För CHS, eftersom seghetsnivån är konsekvent runt tvärsnittet, kan metoden i ASTM A1085-13 tillämpas direkt.
(3) För HSS med en väggtjocklek på mindre än 11 mm specificerar ASTM A370 (2009) användningen av CVN-prover i understorlek. På grund av att bredden på den underdimensionerade provkroppen minskas måste den vara inskuren på den smala sidan (dvs. provkroppen har en skåra genom HSS:s väggtjocklek) för att ha tillräckligt med tvärsnittsarea för slagprovning (ASTM 2009). Å andra sidan, för tjockväggigt HSS där CVN-prover i full storlek är möjliga, tillåter ASTM A370 att skåran antingen finns på HSS-ytan eller genom HSS-väggens väggtjocklek. Enligt experimentella bevis (Sun och Packer 2014b) ger dock den sistnämnda riktningen av skåran i allmänhet en lägre CVN-tåghetsmätning. Det rekommenderas därför att CVN-prover i full storlek för tjockväggiga HSS bearbetas med en skåra genom tjockleken för att ge konservativa provningsresultat.
AASHTO. 2007. ”AASHTO LRFD Bridge Design Specifications”, fjärde upplagan. American Association of State Highway and Transportation Officials, Washington, DC.
ASTM. 2009. ”Standard Test Methods and Definitions for Mechanical Testing of Steel Products”, ASTM A370-09a. American Society for Testing and Materials, West Conshohohocken, PA.
ASTM. 2013a. ”Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes”, ASTM A500/A500M-13. American Society for Testing and Materials, West Conshohohocken, PA.
ASTM. 2013b. ”Standard Specification for Cold-formed Welded Carbon Steel Hollow Structural Sections (HSS)”, ASTM A1085-13. American Society for Testing and Materials, West Conshohohocken, PA.
Feldmann, M., Eichler, B., Kühn, B., Stranghöner, N., Dahl, W., Langenberg, P., Kouhi, J., Pope, R., Sedlacek, G., Ritakallio, P., Iglesias, G., Puthli, R.S., Packer, J.A. och Krampen, J. 2012. ”Val av stålmaterial för att undvika spröd brottslighet i konstruktioner med ihåliga sektioner”. JRC Scientific and Policy Report No. 72702, Europeiska kommissionens gemensamma forskningscentrum, Luxemburg.
Kosteski, N., Packer, J.A. och Puthli, R.S. 2005. ”Notch Toughness of Internationally Produced Hollow Structural Sections”, Journal of Structural Engineering, American Society of Civil Engineers, Vol. 131, No. 2, pp. 279-286.
Sedlacek, G., Feldmann, M., Kühn, B., Tschickardt, D., Höhler, S., Müller, C., Hensen, W., Stranghöner, N., Dahl, W., Langenberg, P., Münstermann, S., Brozetti, J., Raoul, J., Pope, R. och Bijlaard, F. 2008. ”Commentary and Worked Examples to EN 1993-1-10 ’Material Toughness and Through Thickness Properties’ and other Toughness Oriented Rules in EN 1993”. JRC Scientific and Policy Report No. 47278, Europeiska kommissionens gemensamma forskningscentrum, Luxemburg.
Sun, M. och Packer, J.A. 2014a. ”Direktformade och kontinuerligt formade rektangulära ihåliga profiler – jämförelse av statiska egenskaper”. Journal of Constructional Steel Research, Vol. 92, pp. 67-78.
Sun, M. och Packer, J.A. 2014b. ”Charpy V-Notch Impact Toughness of Cold-Formed Rectangular Hollow Sections”. Journal of Constructional Steel Research, Vol. 97, pp. 114-126.
October 2014
Download PDF