Par Jeffrey A. Packer
Professeur de génie civil Bahen/Tanenbaum, Université de Toronto, Ontario, Canada
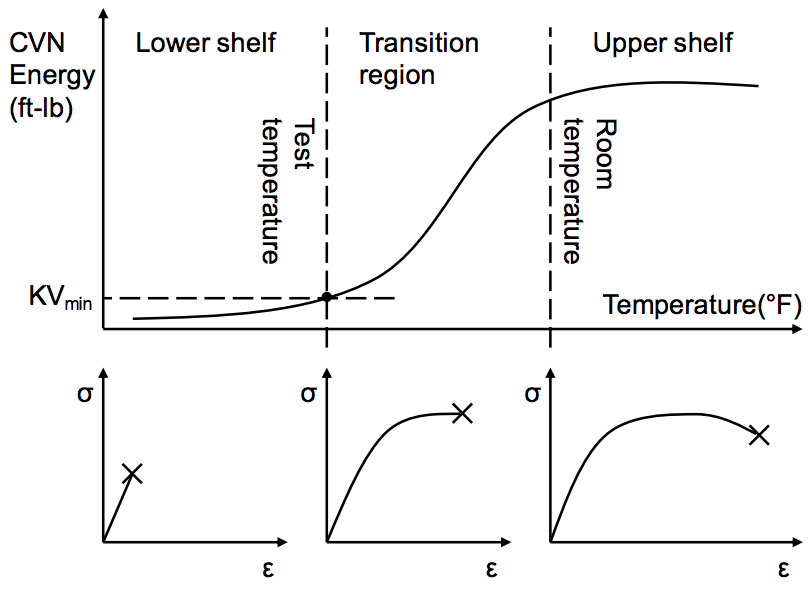
La sélection de l’acier pour la ténacité de l’entaille est critique pour le service à basse température ou les applications de chargement dynamique, en raison de la possibilité de fracture fragile d’un composant. Pour l’évaluation de la ténacité des matériaux, les normes internationales exigent généralement un essai de résilience Charpy V-notch (CVN) du produit en acier. Un niveau de ténacité requis est généralement exprimé pour une température d’essai particulière (qui peut être différente de la température de service la plus basse prévue) à laquelle une valeur minimale d’énergie d’impact CVN (KVmin) doit être atteinte. La relation approximative entre la courbe énergie-température CVN et le comportement à la rupture d’un composant en acier est illustrée à la figure 1.
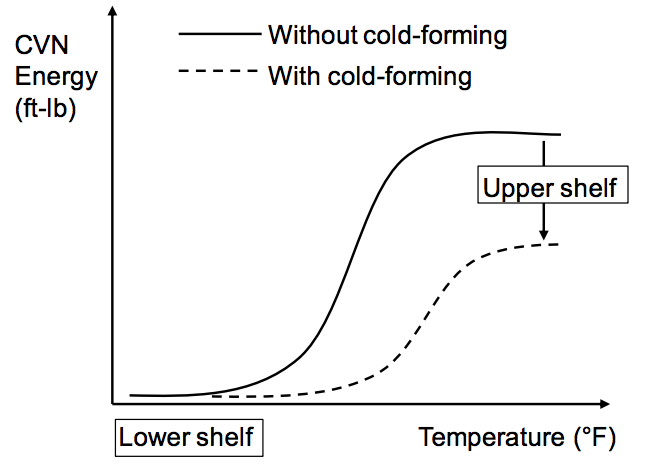
La ténacité des profilés tubulaires formés à froid dépend non seulement de la ténacité du matériau de la bobine utilisé pour fabriquer les profilés tubulaires, mais aussi du degré de formage à froid introduit dans la section transversale pendant la production. Comme l’illustre la figure 2, le formage à froid diminue la ténacité du matériau. En général, la géométrie de la section transversale du profilé creux est un bon indicateur du degré de formage à froid contenu dans la section. Pour les profilés creux circulaires (CHS), le niveau de ténacité autour de la section transversale est cohérent puisque le matériau de la bobine est cintré à froid à la même courbure à tous les endroits. En revanche, pour les profilés creux rectangulaires (RHS), la ténacité dans la région du coin peut être sensiblement inférieure à celle de la face plate en raison de degrés inégaux de formage à froid, selon que le RHS a été fabriqué en utilisant la méthode de « formage direct » ou de « formage continu ». Une comparaison entre les propriétés matérielles des RHS à formage direct et à formage continu peut être trouvée dans Sun et Packer (2014a et 2014b).
La principale norme américaine pour les aciers rapides formés à froid, ASTM A500 (2013a), ne comporte pas d’exigence de ténacité à l’entaille. Ainsi, il est nécessaire de spécifier un essai CVN du produit HSS A500 avant de l’utiliser pour un service à basse température ou des applications de chargement dynamique.
Pour proposer des HSS formés à froid adaptés aux structures chargées dynamiquement, la norme ASTM A1085-13 (2013b) a été développée récemment. Celle-ci spécifie que, pour un produit HSS fabriqué selon cette norme, on accède à sa ténacité en testant des spécimens CVN prélevés dans la direction longitudinale (loin de la soudure du joint) du tube. Les valeurs d’impact CVN moyennes des échantillons d’essai doivent être conformes à l’exigence minimale de 25 ft-lb à 40 °F, sur la base d’échantillons d’essai de taille normale (10×10 mm avec une entaille de 2 mm de profondeur). Un tel niveau de ténacité CVN (à l’emplacement de l’essai) est adéquat pour l’application d’une charge dynamique pour la plage de températures de service de la » zone 2 » (0 °F à -30 °F), conformément à la spécification de conception de pont de l’AASHTO (2007). Toutefois, il convient de noter que, pour les RHS, la norme ASTM A1085-13 (2013b) spécifie que les spécimens CVN doivent être prélevés sur la face plate du tube. Contrairement au CHS, le niveau de ténacité autour de la section transversale du RHS est incohérent en raison des quantités non uniformes de formage à froid. Ainsi, les valeurs d’impact CVN des éprouvettes prélevées sur la face plane ne représentent pas nécessairement la propriété de ténacité de toute la section transversale du RHS.
Des enquêtes approfondies ont été menées sur l’effet du formage à froid sur la ténacité des profilés tubulaires européens, qui ont formé les règles actuelles pour la sélection des profilés tubulaires européens pour la ténacité globale de l’entaille (Feldmann et al., 2012). Un aperçu de ces études est disponible dans Sun et Packer (2014b). Cependant, étant donné que ces essais ont été réalisés principalement avec des profilés tubulaires en acier EN 10219 S355J2H, les règles de (Feldmann et al., 2012) se réfèrent à ce type de matériau uniquement (c’est-à-dire qu’elles ne sont pas nécessairement applicables aux profilés tubulaires produits en Amérique du Nord).
Des investigations similaires sur les profilés tubulaires nord-américains étaient limitées jusqu’à récemment. Sur la base d’essais CVN approfondis sur des profilés tubulaires avec différentes géométries de section transversale et produits par différentes méthodes à l’Université de Toronto (Kosteski et al., 2005 ; Sun et Packer, 2014b), il a été conclu que:
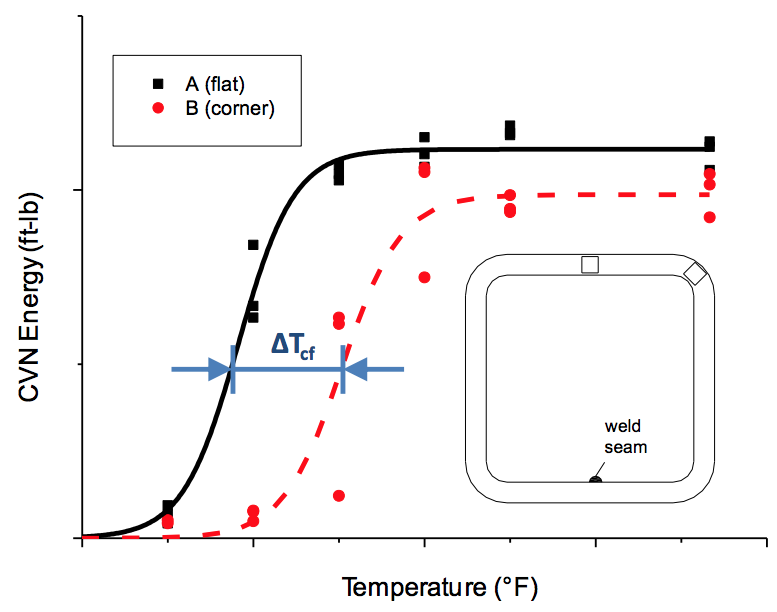
(1) Lors de la sélection du RHS pour la ténacité à l’entaille, il convient de prendre sérieusement en considération la détérioration de la ténacité CVN de la face plate à l’angle (c’est-à-dire le point faible) de sorte que l’ensemble de la section transversale soit « apte à l’emploi ». Cela peut être fait soit en spécifiant le coin comme un emplacement de mesure alternatif, soit en considérant la détérioration de la face plate au coin si la ténacité CVN a été mesurée à l’emplacement standard (face plate). Les résultats expérimentaux (voir la figure 3) ont montré qu’il existe généralement de grands décalages de température (ΔTcf) entre les courbes énergie-température CVN de la face plate et du coin de l’ERS testé. Ces décalages de température peuvent aller jusqu’à 72 °F, selon la géométrie de la section transversale et la méthode de formage à froid du RHS. Ainsi, pour être conservateur, un décalage de température de 72 °F peut être mis en œuvre par un concepteur lors de la spécification de la ténacité CVN de la face plate si un certain niveau de ténacité doit être atteint dans le coin. Par exemple, une spécification de 25 pi-lb à -32 °F dans la face plate d’un RHS garantirait un indice CVN de 25 pi-lb à 40 °F dans la région du coin, conformément à la norme ASTM A1085-13.
(2) Pour les CHS, étant donné que le niveau de ténacité est constant autour de la section transversale, la méthode de la norme ASTM A1085-13 peut être appliquée directement.
(3) Pour les HSS dont l’épaisseur de paroi est inférieure à 11 mm, la norme ASTM A370 (2009) spécifie l’utilisation d’éprouvettes CVN sous-dimensionnées. En raison du fait que la largeur de l’éprouvette sous-dimensionnée est réduite, elle doit être entaillée sur le côté étroit (c’est-à-dire que l’éprouvette présente une entaille à travers l’épaisseur de la paroi du HSS) afin d’avoir une surface de section transversale suffisante pour les essais de choc (ASTM 2009). D’autre part, pour les profilés tubulaires à paroi épaisse pour lesquels il est possible d’utiliser des éprouvettes CVN de taille normale, la norme ASTM A370 autorise l’encoche soit sur la surface du profilé, soit à travers l’épaisseur de la paroi du profilé. Cependant, selon des preuves expérimentales (Sun et Packer 2014b), cette dernière orientation de l’entaille produit généralement une lecture de ténacité CVN inférieure. Par conséquent, il est recommandé que, pour les profilés tubulaires à paroi épaisse, les éprouvettes CVN pleine grandeur soient usinées avec une encoche traversant l’épaisseur pour produire des résultats d’essai conservateurs.
AASHTO. 2007. « AASHTO LRFD Bridge Design Specifications », 4e édition. American Association of State Highway and Transportation Officials, Washington, DC.
ASTM. 2009. « Méthodes d’essai standard et définitions pour les essais mécaniques des produits en acier », ASTM A370-09a. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013a. » Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes « , ASTM A500/A500M-13. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013b. « Spécification standard pour les profilés structuraux creux (HSS) en acier au carbone soudés et formés à froid », ASTM A1085-13. American Society for Testing and Materials, West Conshohocken, PA.
Feldmann, M., Eichler, B., Kühn, B., Stranghöner, N., Dahl, W., Langenberg, P., Kouhi, J., Pope, R., Sedlacek, G., Ritakallio, P., Iglesias, G., Puthli, R.S., Packer, J.A. et Krampen, J. 2012. « Choix du matériau en acier pour éviter la rupture fragile pour les structures à section creuse ». Rapport scientifique et politique du CCR n° 72702, Centre commun de recherche de la Commission européenne, Luxembourg.
Kosteski, N., Packer, J.A. et Puthli, R.S. 2005. « Notch Toughness of Internationally Produced Hollow Structural Sections », Journal of Structural Engineering, American Society of Civil Engineers, Vol. 131, No. 2, pp. 279-286.
Sedlacek, G., Feldmann, M., Kühn, B., Tschickardt, D., Höhler, S., Müller, C., Hensen, W., Stranghöner, N., Dahl, W., Langenberg, P., Münstermann, S., Brozetti, J., Raoul, J., Pope, R. et Bijlaard, F. 2008. « Commentaire et exemples travaillés de l’EN 1993-1-10 ‘Propriétés de ténacité et d’épaisseur traversante des matériaux’ et d’autres règles orientées ténacité de l’EN 1993 ». Rapport scientifique et politique du CCR n° 47278, Centre commun de recherche de la Commission européenne, Luxembourg.
Sun, M. et Packer, J.A. 2014a. « Profilés creux rectangulaires à formage direct et à formage continu – Comparaison des propriétés statiques ». Journal of Constructional Steel Research, Vol. 92, pp. 67-78.
Sun, M. et Packer, J.A. 2014b. « Résistance à l’impact Charpy avec entaille en V des sections creuses rectangulaires formées à froid ». Journal of Constructional Steel Research, Vol. 97, pp. 114-126.
October 2014
Download PDF