Door Jeffrey A. Packer
Bahen/Tanenbaum hoogleraar civiele techniek, Universiteit van Toronto, Ontario, Canada
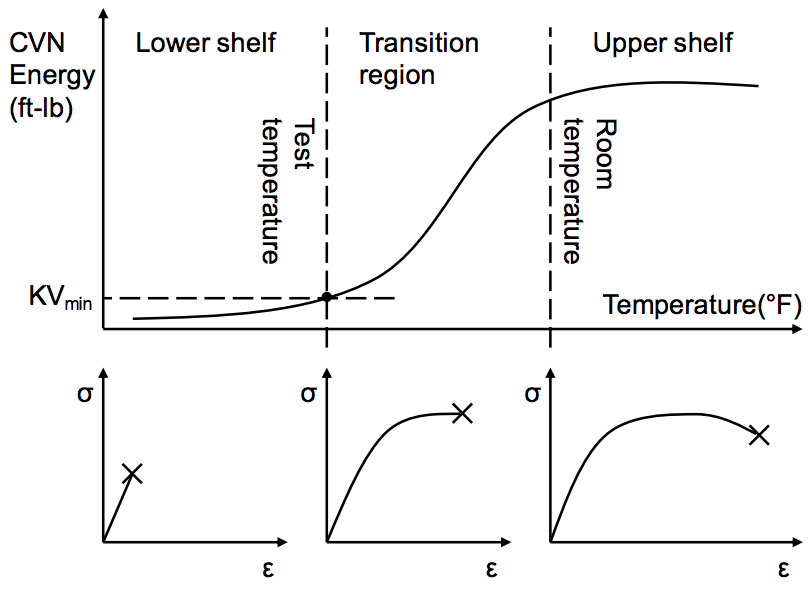
De selectie van staal voor taaiheid van de kerf is kritisch voor toepassingen bij lage temperaturen of dynamische belasting, vanwege de mogelijkheid van brosse breuk van een onderdeel. Voor de beoordeling van de taaiheid van het materiaal vereisen internationale normen gewoonlijk Charpy V-notch (CVN) kerfslagproeven van het staalproduct. Een vereist taaiheidsniveau wordt gewoonlijk uitgedrukt voor een bepaalde beproevingstemperatuur (die kan verschillen van de laagste verwachte gebruikstemperatuur) waarbij een minimale CVN- kerfslagwaarde (KVmin) moet worden bereikt. Het verband tussen de CVN-energie-temperatuurcurve en het breukgedrag van een stalen onderdeel wordt geïllustreerd in figuur 1.
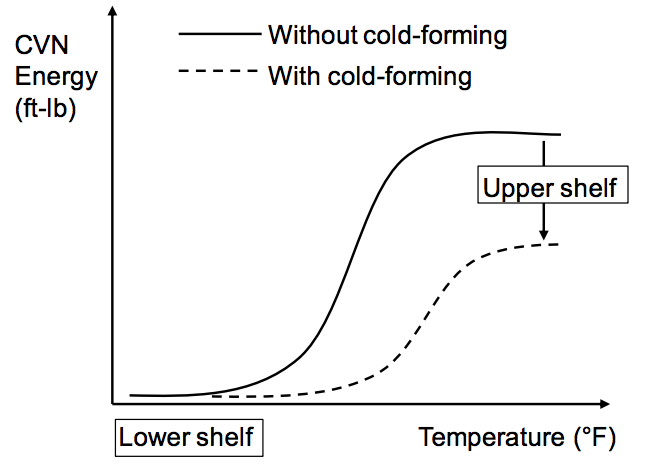
De taaiheid van koudgevormd HSS hangt niet alleen af van de taaiheid van het coilmateriaal dat wordt gebruikt om het HSS te vervaardigen, maar ook van de mate van koudvervorming die tijdens de productie in de dwarsdoorsnede wordt aangebracht. Zoals geïllustreerd in afbeelding 2, verlaagt koudvervormen de taaiheid van het materiaal. In het algemeen is de geometrie van de dwarsdoorsnede van het HSS-product een goede indicator van de mate van koudvervorming die in de doorsnede is aangebracht. Voor Cirkelvormige Holle Profielen (CHS) is het taaiheidsniveau rondom de dwarsdoorsnede consistent, aangezien het coilmateriaal op alle plaatsen tot dezelfde kromming wordt koudgebogen. Anderzijds kan voor holle rechthoekige doorsnedes (RHS) de taaiheid in het hoekgebied aanzienlijk lager zijn dan die van het platte vlak als gevolg van de ongelijke mate van koudvervormen, afhankelijk van het feit of de RHS is vervaardigd met de “direct-forming” of de “continu-forming” methode. Een vergelijking tussen de materiaaleigenschappen van direct-gevormde en continu-gevormde RHS is te vinden in Sun en Packer (2014a en 2014b).
De belangrijkste Amerikaanse norm voor koudgevormd HSS, ASTM A500 (2013a), heeft geen kerftaaiheidseis. Het is dus noodzakelijk om CVN-testen van het A500 HSS product te specificeren voordat het wordt gebruikt voor lage-temperatuur service of dynamische belastingstoepassingen.
Om koudgevormd HSS geschikt te maken voor dynamisch belaste constructies, is recent ASTM A1085-13 (2013b) ontwikkeld. Hierin wordt gespecificeerd dat voor HSS-producten die volgens deze norm zijn vervaardigd, de taaiheid moet worden vastgesteld door CVN-specimens te testen die in de lengterichting (weg van de naadlas) van de buis zijn genomen. De gemiddelde CVN-slagwaarden van de te testen specimens moeten voldoen aan de minimumeis van 25 ft-lb bij 40 °F, gebaseerd op proefstukken van ware grootte (10 × 10 mm met een 2 mm diepe inkeping). Een dergelijk CVN-taaiheidniveau (op de testlocatie) is voldoende voor dynamische belastingstoepassing voor het “Zone 2” diensttemperatuurbereik (0 °F tot -30 °F) volgens de AASHTO specificatie voor brugontwerp (2007). Er moet echter worden opgemerkt dat ASTM A1085-13 (2013b) voor RHS specificeert dat de CVN-monsters van het vlakke oppervlak van de buis worden genomen. In tegenstelling tot CHS is het taaiheidsniveau rond de dwarsdoorsnede van RHS inconsistent als gevolg van de niet-uniforme hoeveelheden koudvervormen.
Er zijn uitgebreide onderzoeken uitgevoerd naar het effect van koudvervormen op de taaiheid van Europees HSS, die de huidige regels vormden voor de selectie van Europees HSS voor algemene kerftaaiheid (Feldmann et al., 2012). Een overzicht van deze onderzoeken is te vinden in Sun en Packer (2014b). Aangezien deze proeven echter voornamelijk werden uitgevoerd met HSS van staal EN 10219 S355J2H, hebben de regels in (Feldmann et al., 2012) alleen betrekking op dit materiaaltype (d.w.z. zijn niet noodzakelijk van toepassing op HSS geproduceerd in Noord-Amerika).
Gelijkaardig onderzoek op Noord-Amerikaanse HSS was tot voor kort beperkt. Op basis van uitgebreide CVN-testen op HSS met verschillende dwarsdoorsnedegeometrieën en geproduceerd met verschillende methoden aan de Universiteit van Toronto (Kosteski et al., 2005; Sun en Packer, 2014b), is geconcludeerd dat:
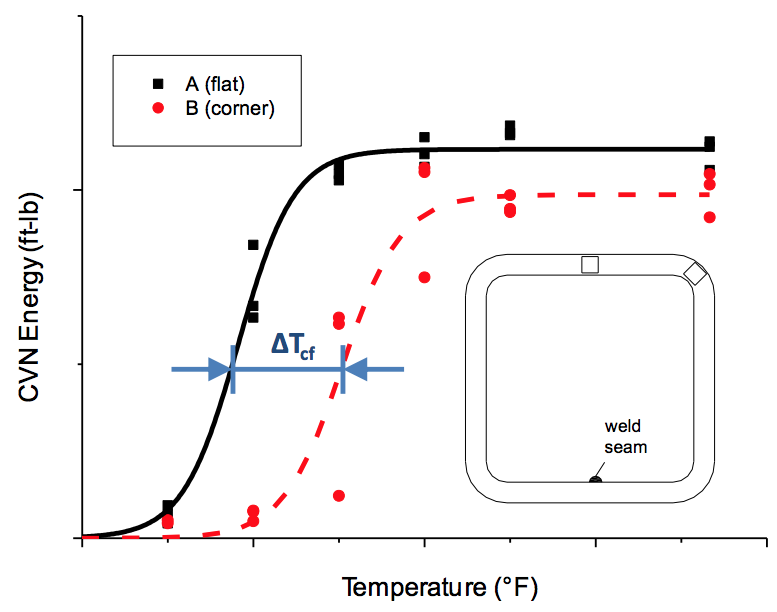
(1) Bij het selecteren van RHS voor kerftaaiheid moet serieus rekening worden gehouden met de verslechtering van de CVN taaiheid van vlakke zijde tot hoek (d.w.z. de zwakke plek), zodat de gehele dwarsdoorsnede “geschikt voor gebruik” is. Dit kan worden gedaan door ofwel de hoek als alternatieve meetlocatie te specificeren, of de verslechtering van het vlakke oppervlak tot de hoek in aanmerking te nemen als de CVN-taaiheid op de standaardlocatie (vlakke oppervlak) werd gemeten. Experimentele resultaten (zie figuur 3) toonden aan dat er in het algemeen grote temperatuurverschuivingen (ΔTcf) zijn tussen de CVN-energie-temperatuurcurven van het vlakke oppervlak en de hoek van de geteste RHS. Dergelijke temperatuurverschuivingen kunnen tot 72 °F bedragen, afhankelijk van de geometrie van de dwarsdoorsnede en de koudvervormingsmethode van de RHS. Voorzichtigheidshalve kan een ontwerper dus een temperatuurverschuiving van 72 °F doorvoeren bij het specificeren van de CVN-taaiheid van de vlakke zijde indien in de hoek aan een bepaald taaiheidsniveau moet worden voldaan. Bijvoorbeeld, een specificatie van 25 ft-lb bij -32 °F in het vlakke oppervlak van een RHS zou een CVN rating verzekeren van 25 ft-lb bij 40 °F in het hoekgebied, volgens ASTM A1085-13.
(2) Voor CHS, aangezien het taaiheidsniveau consistent is rondom de dwarsdoorsnede, kan de methode in ASTM A1085-13 direct worden toegepast.
(3) Voor HSS met een wanddikte van minder dan 11 mm, specificeert ASTM A370 (2009) het gebruik van sub-sized CVN specimens. Omdat de breedte van het sub-size specimen kleiner is, moet het aan de smalle kant worden ingekeept (d.w.z. het specimen heeft een inkeping door de wanddikte van HSS) om voldoende dwarsdoorsnede te hebben voor de botsproef (ASTM 2009). Aan de andere kant, voor dikwandige HSS waar full-sized CVN specimens mogelijk zijn, staat ASTM A370 toe dat de inkeping ofwel op het HSS oppervlak of door de HSS wanddikte zit. Volgens experimenteel bewijsmateriaal (Sun en Packer 2014b) geeft de laatste kerfrichting echter over het algemeen een lagere CVN taaiheidsaflezing. Vandaar dat wordt aanbevolen dat, voor dikwandige HSS, CVN-proefstukken op ware grootte moeten worden bewerkt met een kerf door de dikte om conservatieve testresultaten te produceren.
AASHTO. 2007. “AASHTO LRFD Bridge Design Specifications”, 4e editie. American Association of State Highway and Transportation Officials, Washington, DC.
ASTM. 2009. “Standaard testmethoden en definities voor mechanische testen van staalproducten”, ASTM A370-09a. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013a. “Standaardspecificatie voor koudgevormde gelaste en naadloze koolstofstalen constructiebuizen in rondingen en vormen”, ASTM A500/A500M-13. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013b. “Standaardspecificatie voor koudgevormde gelaste koolstofstalen holle constructiedelen (HSS)”, ASTM A1085-13. American Society for Testing and Materials, West Conshohocken, PA.
Feldmann, M., Eichler, B., Kühn, B., Stranghöner, N., Dahl, W., Langenberg, P., Kouhi, J., Pope, R., Sedlacek, G., Ritakallio, P., Iglesias, G., Puthli, R.S., Packer, J.A. and Krampen, J. 2012. “Choice of Steel Material to avoid Brittle Fracture for Hollow Section Structures” (Keuze van staalmateriaal ter voorkoming van brosse breuk voor constructies met een holle doorsnede). JRC Scientific and Policy Report No. 72702, Gemeenschappelijk Centrum voor Onderzoek van de Europese Commissie, Luxemburg.
Kosteski, N., Packer, J.A. and Puthli, R.S. 2005. “Notch Toughness of Internationally Produced Hollow Structural Sections”, Journal of Structural Engineering, American Society of Civil Engineers, Vol. 131, No. 2, pp. 279-286.
Sedlacek, G., Feldmann, M., Kühn, B., Tschickardt, D., Höhler, S., Müller, C., Hensen, W., Stranghöner, N., Dahl, W., Langenberg, P., Münstermann, S., Brozetti, J., Raoul, J., Pope, R. and Bijlaard, F. 2008. “Commentaar en uitgewerkte voorbeelden bij EN 1993-1-10 ‘Materiaal Taaiheid en Door Dikte Eigenschappen’ en andere op Taaiheid gerichte regels in EN 1993”. JRC Scientific and Policy Report No. 47278, Gemeenschappelijk Centrum voor Onderzoek van de Europese Commissie, Luxemburg.
Sun, M. and Packer, J.A. 2014a. “Direct-Formed and Continuous-Formed Rectangular Hollow Sections – Comparison of Static Properties”. Journal of Constructional Steel Research, Vol. 92, pp. 67-78.
Sun, M. and Packer, J.A. 2014b. “Charpy V-Notch Impact Toughness of Cold-Formed Rectangular Hollow Sections”. Journal of Constructional Steel Research, Vol. 97, pp. 114-126.
October 2014
Download PDF