Di Jeffrey A. Packer
Professore di Ingegneria Civile, Università di Toronto, Ontario, Canada
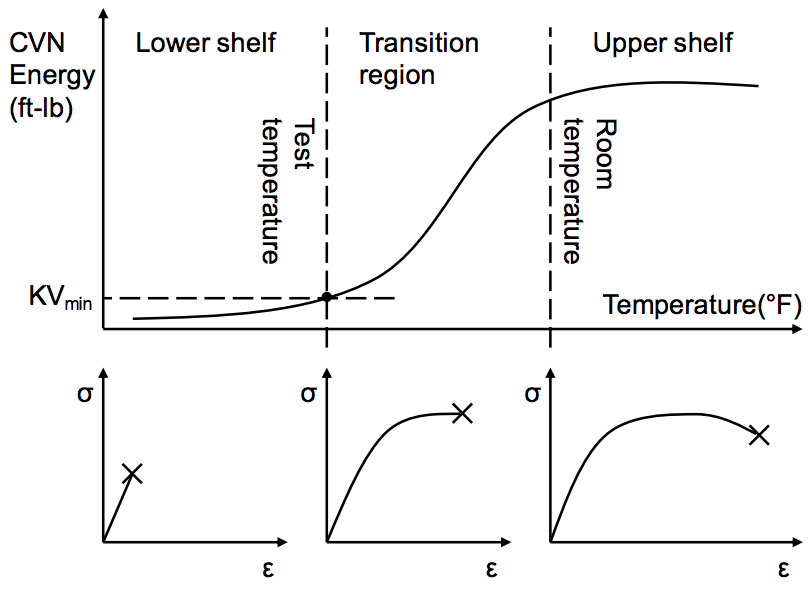
La selezione dell’acciaio per la tenacità dell’intaglio è critica per il servizio a bassa temperatura o per applicazioni di carico dinamico, a causa della possibilità di frattura fragile di un componente. Per la valutazione della tenacità del materiale, gli standard internazionali richiedono comunemente prove di impatto Charpy V-notch (CVN) del prodotto in acciaio. Un livello di tenacità richiesto è comunemente espresso per una particolare temperatura di prova (che può essere diversa dalla più bassa temperatura di servizio prevista) alla quale deve essere raggiunto un valore minimo di energia di impatto CVN (KVmin). La relazione approssimativa tra la curva CVN energia-temperatura e il comportamento alla frattura di un componente in acciaio è illustrata nella Figura 1.
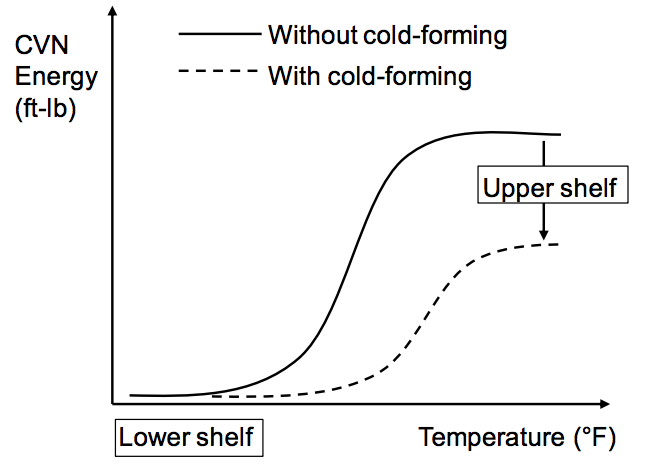
La tenacità dell’HSS formato a freddo dipende non solo dalla tenacità del materiale da coil utilizzato per produrre l’HSS, ma anche dal grado di formazione a freddo introdotto nella sezione durante la produzione. Come illustrato nella Figura 2, la formatura a freddo abbassa la tenacità del materiale. In generale, la geometria della sezione trasversale del prodotto HSS è un buon indicatore del grado di formatura a freddo contenuto nella sezione. Per le sezioni cave circolari (CHS), il livello di tenacità intorno alla sezione trasversale è coerente, poiché il materiale in bobina è piegato a freddo alla stessa curvatura in tutti i punti. D’altra parte, per le sezioni cave rettangolari (RHS), la tenacità nella regione d’angolo può essere significativamente inferiore a quella della faccia piana a causa di gradi diversi di formatura a freddo, a seconda che la RHS sia stata prodotta con il metodo “direct-forming” o “continuous-forming”. Un confronto tra le proprietà dei materiali di RHS formati direttamente e in continuo può essere trovato in Sun e Packer (2014a e 2014b).
Il principale standard americano per l’HSS formato a freddo, ASTM A500 (2013a), non ha alcun requisito di tenacità. Pertanto, è necessario specificare il test CVN del prodotto HSS A500 prima di utilizzarlo per il servizio a bassa temperatura o per applicazioni di carico dinamico.
Per offrire HSS formato a freddo adatto a strutture caricate dinamicamente, ASTM A1085-13 (2013b) è stato sviluppato recentemente. Questa specifica che, per i prodotti HSS fabbricati secondo questo standard, la loro tenacità deve essere raggiunta testando campioni CVN presi nella direzione longitudinale (lontano dalla saldatura) del tubo. I valori d’impatto CVN medi dei provini devono essere conformi al requisito minimo di 25 ft-lb a 40 °F, sulla base di provini a grandezza naturale (10×10 mm con una tacca profonda 2 mm). Tale livello di tenacità CVN (nella posizione di prova) è adeguato per l’applicazione del carico dinamico per l’intervallo di temperatura di servizio della “Zona 2” (da 0 °F a -30 °F) secondo le specifiche di progettazione dei ponti AASHTO (2007). Tuttavia, va notato che, per RHS, ASTM A1085-13 (2013b) specifica che i campioni CVN sono presi dalla faccia piatta del tubo. A differenza del CHS, il livello di tenacità intorno alla sezione trasversale del RHS è incoerente a causa di quantità non uniformi di formatura a freddo. Pertanto, i valori d’impatto CVN dei provini prelevati dalla faccia piana non rappresentano necessariamente la proprietà di tenacità dell’intera sezione trasversale dell’RHS.
Sono state condotte ampie indagini sull’effetto della formatura a freddo sulla tenacità dell’HSS europeo, che hanno formato le regole attuali per la selezione dell’HSS europeo per la tenacità complessiva dell’intaglio (Feldmann et al., 2012). Una rassegna di queste indagini può essere trovata in Sun e Packer (2014b). Tuttavia, poiché questi test sono stati condotti principalmente con HSS in acciaio EN 10219 S355J2H, le regole in (Feldmann et al., 2012) si riferiscono solo a questo tipo di materiale (cioè non sono necessariamente applicabili agli HSS prodotti in Nord America). Sulla base di ampie prove CVN su HSS con diverse geometrie trasversali e prodotte con diversi metodi all’Università di Toronto (Kosteski et al., 2005; Sun e Packer, 2014b), si è concluso che:
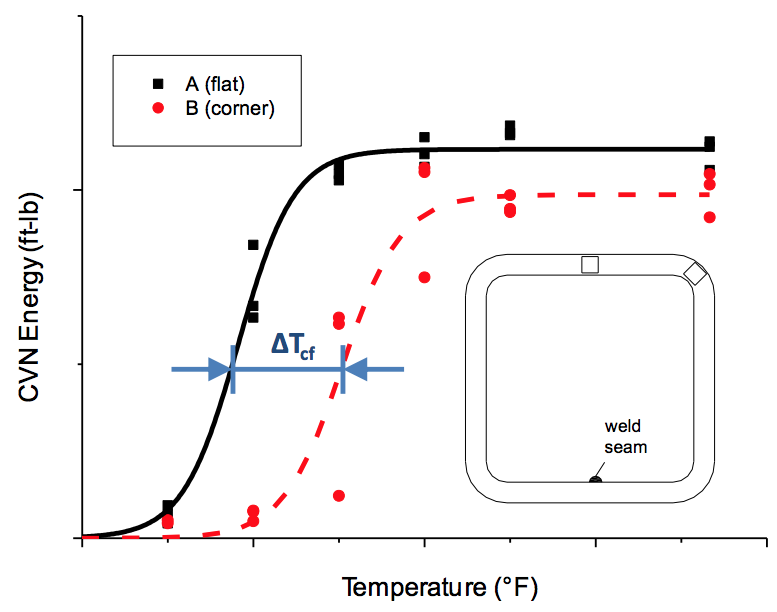
(1) Quando si seleziona RHS per la tenacità dell’intaglio, si dovrebbe prendere in seria considerazione il deterioramento della tenacità CVN dalla faccia piatta all’angolo (cioè il punto debole) in modo che l’intera sezione trasversale sia “adatta allo scopo”. Questo può essere fatto sia specificando l’angolo come luogo di misura alternativo, sia considerando il deterioramento dalla faccia piana all’angolo se la tenacità CVN è stata misurata nella posizione standard (faccia piana). I risultati sperimentali (vedi Figura 3) hanno mostrato che ci sono generalmente grandi spostamenti di temperatura (ΔTcf) tra le curve energia-temperatura CVN della faccia piana e dell’angolo della RHS testata. Tali spostamenti di temperatura possono essere fino a 72 °F, a seconda della geometria della sezione trasversale e del metodo di formatura a freddo della RHS. Quindi, per essere conservativi, uno spostamento di temperatura di 72 °F può essere implementato da un progettista quando si specifica la tenacità CVN della faccia piana se è richiesto un certo livello di tenacità da soddisfare nell’angolo. Per esempio, una specifica di 25 ft-lb a -32 °F nella faccia piana di un RHS assicurerebbe una valutazione CVN di 25 ft-lb a 40 °F nella regione d’angolo, come da ASTM A1085-13.
(2) Per il CHS, dato che il livello di tenacità è costante intorno alla sezione trasversale, il metodo in ASTM A1085-13 può essere applicato direttamente.
(3) Per HSS con spessore di parete inferiore a 11 mm, ASTM A370 (2009) specifica l’uso di campioni CVN di dimensioni inferiori. A causa del fatto che la larghezza del provino sottodimensionato è ridotta, deve essere intagliato sul lato stretto (cioè il provino ha un intaglio attraverso lo spessore della parete di HSS) al fine di avere una sezione trasversale sufficiente per la prova d’urto (ASTM 2009). D’altra parte, per l’HSS a parete spessa dove sono possibili campioni CVN di dimensioni intere, ASTM A370 permette che la tacca sia sulla superficie dell’HSS o attraverso lo spessore della parete dell’HSS. Tuttavia, secondo l’evidenza sperimentale (Sun e Packer 2014b), quest’ultimo orientamento della tacca produce generalmente una lettura di tenacità CVN inferiore. Quindi, si raccomanda che, per l’HSS a parete spessa, i provini CVN a grandezza naturale siano lavorati con una tacca passante per produrre risultati di prova conservativi.
AASHTO. 2007. “AASHTO LRFD Bridge Design Specifications”, 4a edizione. American Association of State Highway and Transportation Officials, Washington, DC.
ASTM. 2009. “Metodi di prova standard e definizioni per le prove meccaniche dei prodotti in acciaio”, ASTM A370-09a. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013a. “Specifiche standard per tubi strutturali in acciaio al carbonio saldati e senza saldatura formati a freddo in tondi e forme”, ASTM A500/A500M-13. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013b. “Specifiche standard per sezioni strutturali cave (HSS) in acciaio al carbonio saldate a freddo”, ASTM A1085-13. American Society for Testing and Materials, West Conshohocken, PA.
Feldmann, M., Eichler, B., Kühn, B., Stranghöner, N., Dahl, W., Langenberg, P., Kouhi, J., Pope, R., Sedlacek, G., Ritakallio, P., Iglesias, G., Puthli, R.S., Packer, J.A. e Krampen, J. 2012. “Scelta del materiale in acciaio per evitare la frattura fragile per le strutture a sezione cava”. JRC Scientific and Policy Report No. 72702, European Commission Joint Research Centre, Luxembourg.
Kosteski, N., Packer, J.A. and Puthli, R.S. 2005. “Notch Toughness of Internationally Produced Hollow Structural Sections”, Journal of Structural Engineering, American Society of Civil Engineers, Vol. 131, No. 2, pp. 279-286.
Sedlacek, G., Feldmann, M., Kühn, B., Tschickardt, D., Höhler, S., Müller, C., Hensen, W., Stranghöner, N., Dahl, W., Langenberg, P., Münstermann, S., Brozetti, J., Raoul, J., Pope, R. e Bijlaard, F. 2008. “Commento ed esempi lavorati alla EN 1993-1-10 ‘Tenacità dei materiali e proprietà di spessore passante’ e altre regole orientate alla tenacità nella EN 1993”. JRC Scientific and Policy Report No. 47278, Centro Comune di Ricerca della Commissione Europea, Lussemburgo.
Sun, M. e Packer, J.A. 2014a. “Direct-Formed and Continuous-Formed Rectangular Hollow Sections – Comparison of Static Properties”. Journal of Constructional Steel Research, Vol. 92, pp. 67-78.
Sun, M. and Packer, J.A. 2014b. “Durabilità all’impatto Charpy V-Notch di sezioni cave rettangolari formate a freddo”. Journal of Constructional Steel Research, Vol. 97, pp. 114-126.
October 2014
Download PDF