Od Jeffreyho A. Packera
Bahen/Tanenbaumova profesora stavebního inženýrství, University of Toronto, Ontario, Kanada
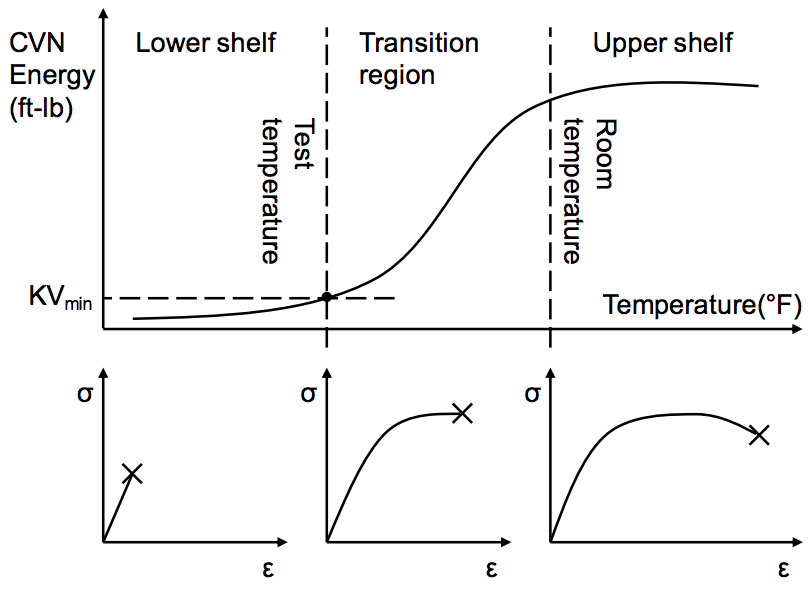
Výběr oceli pro vrubovou houževnatost je vzhledem k možnosti křehkého lomu součásti kritický pro použití při nízkých teplotách nebo dynamickém zatěžování. Pro posouzení houževnatosti materiálu mezinárodní normy běžně vyžadují rázovou zkoušku ocelového výrobku metodou Charpy V-notch (CVN). Požadovaná úroveň houževnatosti se běžně vyjadřuje pro určitou zkušební teplotu (která se může lišit od nejnižší předpokládané provozní teploty), při níž musí být dosaženo minimální hodnoty energie rázu CVN (KVmin). Přibližný vztah mezi křivkou energie CVN a teplotou a lomovým chováním ocelové součásti je znázorněn na obrázku 1.
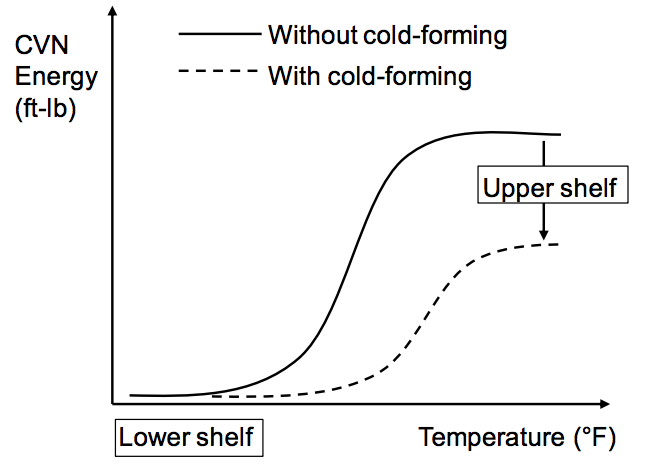
Houževnatost HSS tvářených za studena závisí nejen na houževnatosti svitkového materiálu použitého k výrobě HSS, ale také na stupni tváření za studena vneseného do průřezu během výroby. Jak je znázorněno na obrázku 2, tváření za studena snižuje houževnatost materiálu. Obecně je geometrie průřezu výrobku z HSS dobrým ukazatelem stupně tváření za studena obsaženého v průřezu. U kruhových dutých profilů (CHS) je úroveň houževnatosti kolem průřezu konzistentní, protože materiál svitku je ve všech místech ohýbán za studena do stejného zakřivení. Naproti tomu u obdélníkových dutých profilů (RHS) může být houževnatost v oblasti rohu výrazně nižší než u rovné plochy v důsledku nestejného stupně tváření za studena v závislosti na tom, zda byl RHS vyroben metodou „přímého tváření“ nebo „kontinuálního tváření“. Srovnání materiálových vlastností RHS tvářených přímo a kontinuálně lze nalézt v Sun a Packer (2014a a 2014b).
Primární americká norma pro HSS tvářené za studena, ASTM A500 (2013a), nemá žádný požadavek na vrubovou houževnatost. Před použitím výrobku A500 HSS pro provoz při nízkých teplotách nebo pro aplikace s dynamickým zatížením je tedy nutné specifikovat zkoušku CVN.
Pro nabídku za studena tvářených HSS vhodných pro dynamicky zatěžované konstrukce byla nedávno vyvinuta norma ASTM A1085-13 (2013b). Ta stanoví, že u výrobku z HSS vyrobeného podle této normy se jeho houževnatost zjišťuje zkoušením vzorků CVN odebraných v podélném směru (směrem od svaru) trubky. Průměrné hodnoty rázu CVN zkušebních vzorků musí odpovídat minimálnímu požadavku 25 ft-lb při 40 °F na základě zkušebních vzorků plné velikosti (10 × 10 mm s 2 mm hlubokým vrubem). Taková úroveň houževnatosti CVN (v místě zkoušky) je přiměřená pro použití dynamického zatížení pro rozsah provozních teplot „zóny 2“ (0 °F až -30 °F) podle specifikace pro navrhování mostů AASHTO (2007). Je však třeba poznamenat, že pro RHS norma ASTM A1085-13 (2013b) stanoví, že vzorky CVN se odebírají z plochého povrchu trubky. Na rozdíl od CHS je úroveň houževnatosti kolem průřezu RHS nestejná v důsledku nestejného množství tváření za studena. Hodnoty rázu CVN zkušebních vzorků odebraných z plochého čela tedy nemusí nutně reprezentovat houževnatostní vlastnosti celého průřezu RHS.
Byly provedeny rozsáhlé výzkumy vlivu tváření za studena na houževnatost evropských HSS, které vytvořily současná pravidla pro výběr evropských HSS pro celkovou vrubovou houževnatost (Feldmann et al., 2012). Přehled těchto výzkumů lze nalézt v Sun a Packer (2014b). Protože však tyto zkoušky byly prováděny převážně s HSS vyrobenými z oceli EN 10219 S355J2H, pravidla uvedená v (Feldmann a kol., 2012) se vztahují pouze na tento typ materiálu (tj. nejsou nutně použitelná pro HSS vyráběné v Severní Americe).
Podobná zkoumání severoamerických HSS byla donedávna omezená. Na základě rozsáhlých zkoušek CVN na HSS s různou geometrií průřezu a vyrobených různými metodami na univerzitě v Torontu (Kosteski et al., 2005; Sun a Packer, 2014b) se dospělo k závěru, že:
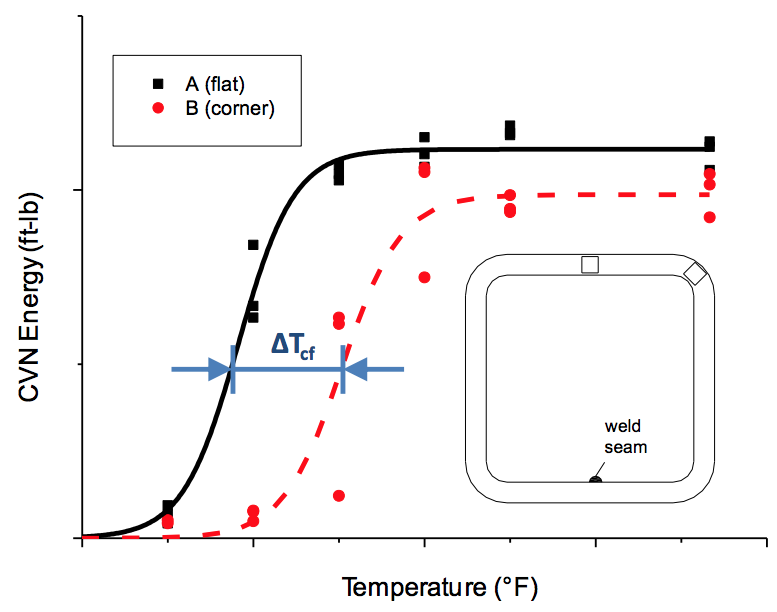
(1) Při výběru RHS pro vrubovou houževnatost je třeba vážně zvážit zhoršení houževnatosti CVN od ploché plochy k rohu (tj. slabé místo) tak, aby byl celý průřez „vhodný k použití“. Toho lze dosáhnout buď určením rohu jako náhradního místa měření, nebo zohledněním zhoršení od rovné plochy k rohu, pokud byla houževnatost CVN měřena ve standardním místě (rovná plocha). Výsledky experimentů (viz obr. 3) ukázaly, že mezi křivkami energie a teploty CVN plochého čela a rohu zkoušené RHS jsou obecně velké teplotní posuny (ΔTcf). Tyto teplotní posuny mohou činit až 72 °F v závislosti na geometrii průřezu a způsobu tváření RHS za studena. Proto může konstruktér z konzervativních důvodů zavést teplotní posun 72 °F při specifikaci houževnatosti CVN plochého čela, pokud je v rohu požadována určitá úroveň houževnatosti. Například specifikace 25 ft-lb při -32 °F na plochém povrchu RHS by zajistila hodnotu CVN 25 ft-lb při 40 °F v oblasti rohu podle normy ASTM A1085-13.
(2) Pro CHS, protože úroveň houževnatosti je konzistentní po celém průřezu, lze metodu podle normy ASTM A1085-13 použít přímo.
(3) Pro HSS s tloušťkou stěny menší než 11 mm norma ASTM A370 (2009) specifikuje použití poddimenzovaných vzorků CVN. Vzhledem k tomu, že šířka poddimenzovaného vzorku je zmenšena, musí být na úzké straně vroubkován (tj. vzorek má vrub přes tloušťku stěny HSS), aby měl dostatečnou plochu průřezu pro rázovou zkoušku (ASTM 2009). Na druhou stranu u silnostěnných HSS, kde je možné použít vzorky CVN plné velikosti, norma ASTM A370 povoluje, aby byl vrub buď na povrchu HSS, nebo přes tloušťku stěny HSS. Podle experimentálních důkazů (Sun a Packer 2014b) však druhá orientace vrubu obecně vede k nižší hodnotě houževnatosti CVN. Proto se doporučuje, aby u tlustostěnných HSS byly vzorky CVN plné velikosti obráběny s vrubem přes tloušťku, aby se dosáhlo konzervativních výsledků zkoušek.
AASHTO. 2007. „AASHTO LRFD Bridge Design Specifications“, 4. vydání. American Association of State Highway and Transportation Officials, Washington, DC.
ASTM. 2009. „Standardní zkušební metody a definice pro mechanické zkoušení ocelových výrobků“, ASTM A370-09a. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013a. „Standardní specifikace pro svařované a bezešvé konstrukční trubky z uhlíkové oceli tvarované za studena v kruzích a tvarech“, ASTM A500/A500M-13. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013b. „Standardní specifikace pro svařované duté konstrukční profily (HSS) z uhlíkové oceli tvářené za studena“, ASTM A1085-13. American Society for Testing and Materials, West Conshohocken, PA.
Feldmann, M., Eichler, B., Kühn, B., Stranghöner, N., Dahl, W., Langenberg, P., Kouhi, J., Pope, R., Sedlacek, G., Ritakallio, P., Iglesias, G., Puthli, R.S., Packer, J.A. a Krampen, J. 2012. „Volba ocelového materiálu pro zamezení křehkého lomu u konstrukcí s dutým průřezem“. JRC Scientific and Policy Report No. 72702, Společné výzkumné středisko Evropské komise, Lucemburk.
Kosteski, N., Packer, J.A. a Puthli, R.S. 2005. „Notch Toughness of Internationally Produced Hollow Structural Sections“, Journal of Structural Engineering, American Society of Civil Engineers, Vol. 131, No. 2, pp. 279-286.
Sedláček, G., Feldmann, M., Kühn, B., Tschickardt, D., Höhler, S., Müller, C., Hensen, W., Stranghöner, N., Dahl, W., Langenberg, P., Münstermann, S., Brozetti, J., Raoul, J., Pope, R. a Bijlaard, F. 2008. „Komentář a rozpracované příklady k normě EN 1993-1-10 „Houževnatost materiálu a vlastnosti při průchodu tloušťkou“ a k dalším pravidlům zaměřeným na houževnatost v normě EN 1993″. JRC Scientific and Policy Report No. 47278, Společné výzkumné středisko Evropské komise, Lucemburk.
Sun, M. a Packer, J.A. 2014a. „Přímo tvářené a kontinuálně tvářené obdélníkové duté profily – porovnání statických vlastností“. Journal of Constructional Steel Research, Vol. 92, s. 67-78.
Sun, M. a Packer, J.A. 2014b. „Charpy V-Notch Impact Toughness of Cold-Formed Rectangular Hollow Sections“ (Charpyho rázová houževnatost obdélníkových dutých profilů tvářených za studena). Journal of Constructional Steel Research, Vol. 97, pp. 114-126.
October 2014
Download PDF