De Jeffrey A. Packer
Profesor Bahen/Tanenbaum de Inginerie Civilă, Universitatea din Toronto, Ontario, Canada
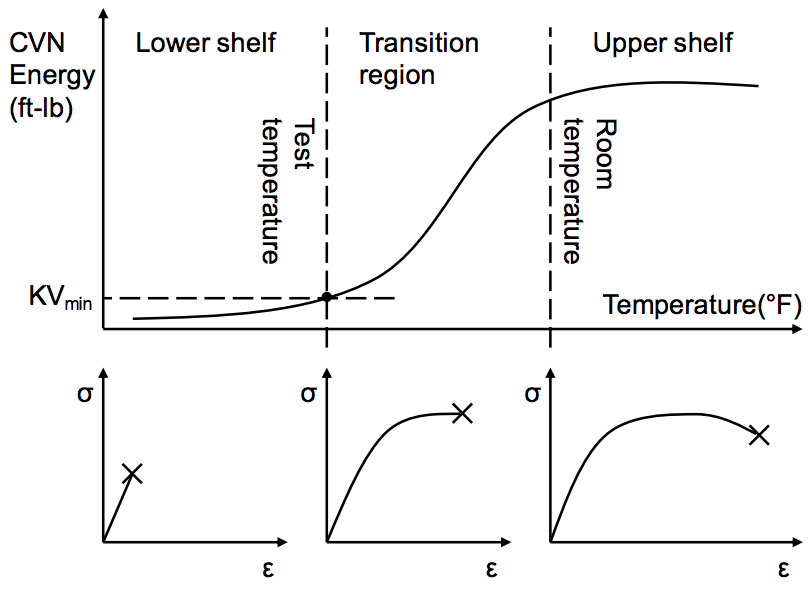
Selecția oțelului pentru rezistența la crestături este critică pentru aplicațiile de serviciu la temperaturi scăzute sau de încărcare dinamică, din cauza posibilității de rupere fragilă a unei componente. Pentru evaluarea tenacității materialului, standardele internaționale impun în mod obișnuit testarea la impact Charpy V-notch (CVN) a produsului din oțel. Un nivel de tenacitate necesar este în mod obișnuit exprimat pentru o anumită temperatură de încercare (care poate fi diferită de cea mai scăzută temperatură de serviciu anticipată) la care trebuie să se atingă o valoare minimă a energiei de impact CVN (KVmin). Relația aproximativă dintre curba energie-temperatură CVN și comportamentul la rupere al unei componente din oțel este ilustrată în figura 1.
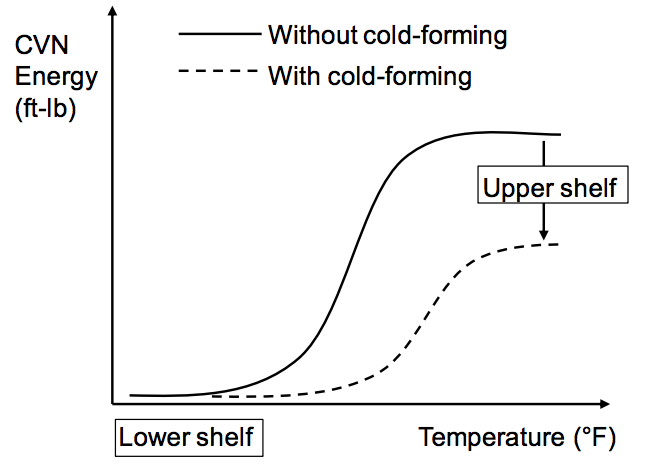
Tensibilitatea oțelului HSS format la rece depinde nu numai de tenacitatea materialului din bobină utilizat pentru fabricarea HSS, ci și de gradul de formare la rece introdus în secțiunea transversală în timpul producției. După cum este ilustrat în figura 2, deformarea la rece scade tenacitatea materialului. În general, geometria secțiunii transversale a produsului HSS este un bun indicator al gradului de deformare la rece pe care îl conține secțiunea. Pentru profilele tubulare circulare (CHS), nivelul de tenacitate în jurul secțiunii transversale este constant, deoarece materialul bobinei este îndoit la rece la aceeași curbură în toate locațiile. Pe de altă parte, pentru secțiunile tubulare dreptunghiulare (RHS), tenacitatea în regiunea de colț poate fi semnificativ mai mică decât cea a feței plane din cauza gradelor inegale de deformare la rece, în funcție de faptul că RHS a fost fabricat prin metoda de „formare directă” sau de „formare continuă”. O comparație între proprietățile materiale ale RHS cu formare directă și cu formare continuă poate fi găsită în Sun și Packer (2014a și 2014b).
Primul standard american pentru HSS format la rece, ASTM A500 (2013a), nu are nicio cerință privind tenacitatea la crestătură. Astfel, este necesar să se precizeze testarea CVN a produsului HSS A500 înainte de a-l utiliza pentru servicii la temperaturi scăzute sau pentru aplicații cu încărcare dinamică.
Pentru a oferi HSS format la rece adecvat pentru structuri cu încărcare dinamică, a fost elaborat recent standardul ASTM A1085-13 (2013b). Aceasta specifică faptul că, pentru produsul HSS fabricat conform acestui standard, tenacitatea sa va fi accesată prin testarea epruvetelor CVN prelevate în direcția longitudinală (departe de sudură) a tubului. Valorile medii de impact CVN ale epruvetelor de încercare trebuie să fie în conformitate cu cerința minimă de 25 ft-lb la 40 °F, pe baza epruvetelor de încercare de dimensiuni normale (10×10 mm cu o crestătură adâncă de 2 mm). Un astfel de nivel de tenacitate CVN (la locul de încercare) este adecvat pentru aplicarea de sarcini dinamice în intervalul de temperatură de serviciu „Zona 2” (0 °F până la -30 °F), în conformitate cu specificațiile AASHTO privind proiectarea podurilor (2007). Cu toate acestea, trebuie remarcat faptul că, pentru RHS, ASTM A1085-13 (2013b) specifică faptul că epruvetele CVN trebuie să fie prelevate de pe fața plană a tubului. Spre deosebire de CHS, nivelul de tenacitate în jurul secțiunii transversale a RHS este inconsecvent din cauza cantităților neuniforme de deformare la rece. Astfel, valorile de impact CVN ale epruvetelor de încercare prelevate de pe fața plană nu reprezintă neapărat proprietatea de tenacitate a întregii secțiuni transversale a RHS.
Au fost efectuate investigații extinse privind efectul deformării la rece asupra tenacității HSS europene, care au format regulile actuale de selecție a HSS europene pentru tenacitate generală la crestătură (Feldmann et al., 2012). O trecere în revistă a acestor investigații poate fi găsită în Sun și Packer (2014b). Cu toate acestea, deoarece aceste teste au fost efectuate în principal cu HSS fabricate din oțel EN 10219 S355J2H, regulile din (Feldmann et al., 2012) se referă numai la acest tip de material (adică nu sunt neapărat aplicabile la HSS produse în America de Nord).
Investigații similare privind HSS nord-americane au fost limitate până de curând. Pe baza unor teste CVN extinse pe HSS cu diferite geometrii ale secțiunii transversale și produse prin diferite metode la Universitatea din Toronto (Kosteski et al., 2005; Sun și Packer, 2014b), s-a ajuns la concluzia că:
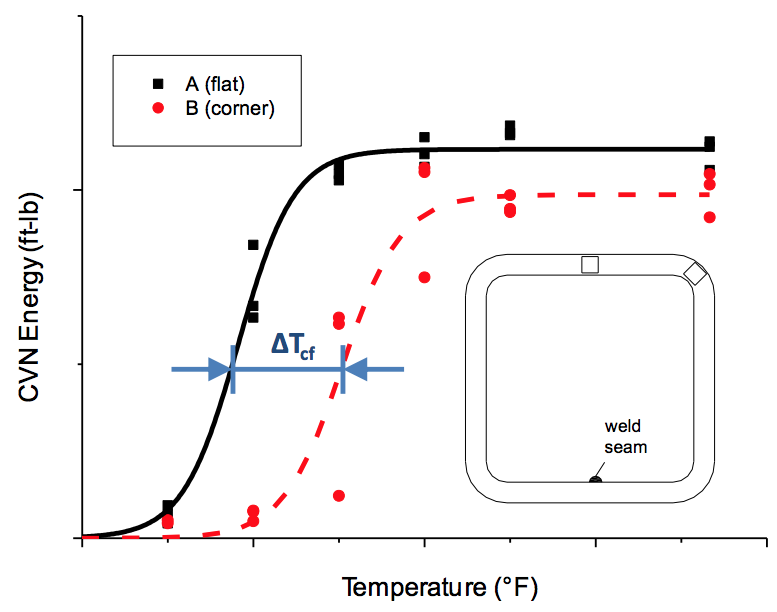
(1) Atunci când se selectează RHS pentru tenacitate la crestătură, trebuie să se acorde o atenție deosebită deteriorării tenacității CVN de la fața plană la colț (adică punctul slab), astfel încât întreaga secțiune transversală să fie „potrivită pentru scop”. Acest lucru poate fi realizat fie prin specificarea colțului ca locație alternativă de măsurare, fie prin luarea în considerare a deteriorării de la fața plană la colț dacă rezistența CVN a fost măsurată în locația standard (fața plană). Rezultatele experimentale (a se vedea figura 3) au arătat că există, în general, decalaje mari de temperatură (ΔTcf) între curbele energie-temperatură CVN ale feței plane și ale colțului din RHS testat. Aceste decalaje de temperatură pot fi de până la 72 °F, în funcție de geometria secțiunii transversale și de metoda de formare la rece a RHS. Astfel, pentru a fi conservator, o decalare de temperatură de 72 °F poate fi implementată de către un proiectant atunci când se specifică duritatea CVN a feței plane, dacă este necesar să se atingă un anumit nivel de duritate în colț. De exemplu, o specificație de 25 ft-lb la -32 °F în fața plană a unui RHS ar asigura un rating CVN de 25 ft-lb la 40 °F în regiunea colțului, conform ASTM A1085-13.
(2) Pentru CHS, deoarece nivelul de tenacitate este constant în jurul secțiunii transversale, metoda din ASTM A1085-13 poate fi aplicată direct.
(3) Pentru HSS cu grosimea peretelui mai mică de 11 mm, ASTM A370 (2009) specifică utilizarea de epruvete CVN subdimensionate. Datorită faptului că lățimea epruvetei subdimensionate este redusă, aceasta trebuie să fie crestată pe partea îngustă (adică epruveta are o crestătură prin grosimea peretelui HSS) pentru a avea o suprafață suficientă a secțiunii transversale pentru încercarea la impact (ASTM 2009). Pe de altă parte, pentru HSS cu pereți groși, unde sunt posibile epruvete CVN de dimensiuni complete, ASTM A370 permite ca crestătura să fie fie fie pe suprafața HSS, fie prin grosimea peretelui HSS. Cu toate acestea, conform dovezilor experimentale (Sun și Packer 2014b), cea din urmă orientare a crestăturii produce, în general, o citire mai mică a rezistenței CVN. Prin urmare, se recomandă ca, pentru HSS cu pereți groși, epruvetele CVN de dimensiuni reale să fie prelucrate cu o crestătură care trece prin grosimea peretelui pentru a produce rezultate de încercare conservatoare.
AASHTO. 2007. „AASHTO LRFD Bridge Design Specifications” (Specificații de proiectare a podurilor AASHTO LRFD), ediția a 4-a. American Association of State Highway and Transportation Officials, Washington, DC.
ASTM. 2009. „Standard Test Methods and Definitions for Mechanical Testing of Steel Products”, ASTM A370-09a. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013a. „Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes” (Specificație standard pentru tuburi structurale din oțel carbon sudate și fără sudură, formate la rece, în rondele și forme), ASTM A500/A500M-13. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013b. „Standard Specification for Cold-formed Welded Carbon Steel Hollow Structural Sections (HSS)”, ASTM A1085-13. American Society for Testing and Materials, West Conshohocken, PA.
Feldmann, M., Eichler, B., Kühn, B., Stranghöner, N., Dahl, W., Langenberg, P., Kouhi, J., Pope, R., Sedlacek, G., Ritakallio, P., Iglesias, G., Puthli, R.S., Packer, J.A. și Krampen, J. 2012. „Choice of Steel Material to avoid Brittle Fracture for Hollow Section Structures” (Alegerea materialului de oțel pentru a evita fractura fragilă pentru structurile cu secțiune goală). JRC Scientific and Policy Report No. 72702, Centrul Comun de Cercetare al Comisiei Europene, Luxemburg.
Kosteski, N., Packer, J.A. și Puthli, R.S. 2005. „Notch Toughness of Internationally Produced Hollow Structural Sections”, Journal of Structural Engineering, American Society of Civil Engineers, Vol. 131, No. 2, pp. 279-286.
Sedlacek, G., Feldmann, M., Kühn, B., Tschickardt, D., Höhler, S., Müller, C., Hensen, W., Stranghöner, N., Dahl, W., Langenberg, P., Münstermann, S., Brozetti, J., Raoul, J., Pope, R. și Bijlaard, F. 2008. „Commentary and Worked Examples to EN 1993-1-10 ‘Material Toughness and Through Thickness Properties’ and other Toughness Oriented Rules in EN 1993”. JRC Scientific and Policy Report No. 47278, Centrul Comun de Cercetare al Comisiei Europene, Luxemburg.
Sun, M. și Packer, J.A. 2014a. „Direct-Formed and Continuous-Formed Rectangular Hollow Sections – Comparison of Static Properties”. Journal of Constructional Steel Research, Vol. 92, pp. 67-78.
Sun, M. și Packer, J.A. 2014b. „Charpy V-Notch Impact Toughness of Cold-Formed Rectangular Hollow Sections”. Journal of Constructional Steel Research, Vol. 97, pp. 114-126.
October 2014
Download PDF