Por Jeffrey A. Packer
Catedrático de Ingeniería Civil, Universidad de Toronto, Ontario, Canadá
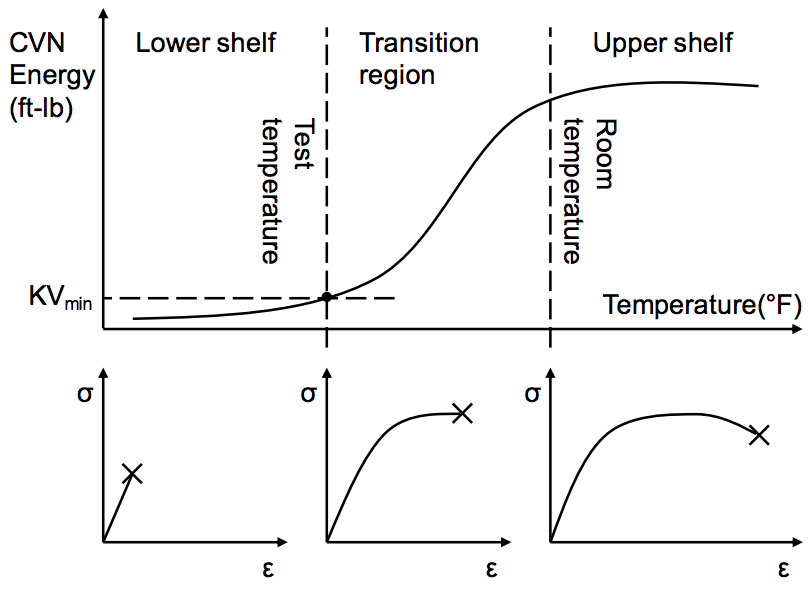
La selección del acero para la tenacidad de la muesca es crítica para el servicio a baja temperatura o las aplicaciones de carga dinámica, debido a la posibilidad de fractura frágil de un componente. Para la evaluación de la tenacidad del material, las normas internacionales suelen exigir el ensayo de impacto Charpy V-notch (CVN) del producto de acero. El nivel de tenacidad requerido suele expresarse para una temperatura de ensayo concreta (que puede ser diferente a la temperatura de servicio más baja prevista) a la que debe alcanzarse un valor mínimo de energía de impacto CVN (KVmin). La relación aproximada entre la curva energía-temperatura CVN y el comportamiento de fractura de un componente de acero se ilustra en la Figura 1.
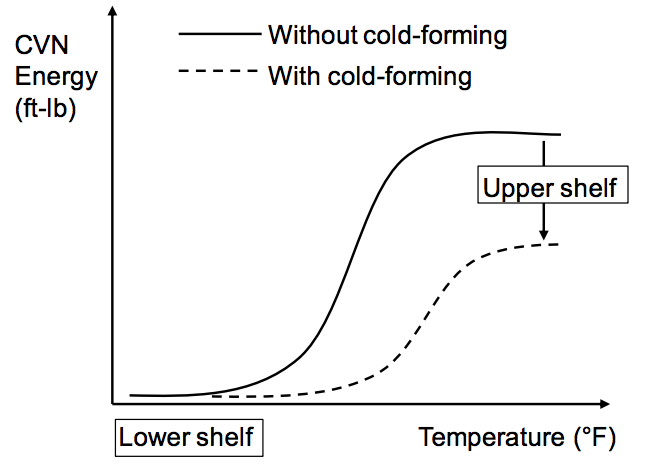
La tenacidad del HSS conformado en frío depende no sólo de la tenacidad del material de la bobina utilizado para fabricar el HSS, sino también del grado de conformación en frío introducido en la sección transversal durante la producción. Como se ilustra en la figura 2, el conformado en frío disminuye la tenacidad del material. En general, la geometría de la sección transversal del producto HSS es un buen indicador del grado de conformación en frío que contiene la sección. En el caso de las secciones huecas circulares (CHS), el nivel de tenacidad alrededor de la sección transversal es consistente, ya que el material de la bobina se dobla en frío con la misma curvatura en todos los lugares. Por otro lado, en las secciones huecas rectangulares (RHS), la tenacidad en la región de las esquinas puede ser significativamente menor que la de la cara plana debido a los grados desiguales de conformación en frío, dependiendo de si la RHS se fabricó con el método de «conformación directa» o «conformación continua». En Sun y Packer (2014a y 2014b) se puede encontrar una comparación entre las propiedades de los materiales de los RHS de conformación directa y de conformación continua.
La principal norma americana para el HSS conformado en frío, ASTM A500 (2013a), no tiene ningún requisito de tenacidad de entalla. Por lo tanto, es necesario especificar el ensayo CVN del producto HSS A500 antes de utilizarlo para el servicio a baja temperatura o para aplicaciones de carga dinámica.
Para ofrecer un HSS conformado en frío adecuado para estructuras con carga dinámica, se ha desarrollado recientemente la norma ASTM A1085-13 (2013b). En ella se especifica que, para los productos de HSS fabricados según esta norma, se accederá a su tenacidad mediante el ensayo de probetas CVN tomadas en la dirección longitudinal (lejos de la soldadura de la costura) del tubo. Los valores medios de impacto CVN de las probetas se ajustarán al requisito mínimo de 25 pies-libra a 40 °F, basado en probetas de tamaño normal (10×10 mm con una muesca de 2 mm de profundidad). Este nivel de tenacidad CVN (en el lugar de la prueba) es adecuado para la aplicación de cargas dinámicas para el rango de temperatura de servicio de la «Zona 2» (0 °F a -30 °F) según la especificación de diseño de puentes de la AASHTO (2007). Sin embargo, hay que tener en cuenta que, para el RHS, la norma ASTM A1085-13 (2013b) especifica que las probetas CVN se tomen de la cara plana del tubo. A diferencia del CHS, el nivel de tenacidad alrededor de la sección transversal del RHS es inconsistente debido a cantidades no uniformes de conformación en frío. Por lo tanto, los valores de impacto CVN de las probetas tomadas de la cara plana no representan necesariamente la propiedad de tenacidad de toda la sección transversal del RHS.
Se han llevado a cabo extensas investigaciones sobre el efecto del conformado en frío en la tenacidad del HSS europeo, que formaron las normas actuales para la selección del HSS europeo para la tenacidad global de la muesca (Feldmann et al., 2012). En Sun y Packer (2014b) se puede encontrar un resumen de estas investigaciones. Sin embargo, dado que estos ensayos se llevaron a cabo principalmente con HSS de acero EN 10219 S355J2H, las normas de (Feldmann et al., 2012) se refieren únicamente a este tipo de material (es decir, no son necesariamente aplicables a los HSS producidos en Norteamérica).
Las investigaciones similares sobre HSS norteamericanos eran limitadas hasta hace poco. Sobre la base de extensos ensayos CVN en HSS con diferentes geometrías de sección transversal y producidos por diferentes métodos en la Universidad de Toronto (Kosteski et al., 2005; Sun y Packer, 2014b), se ha llegado a la conclusión de que:
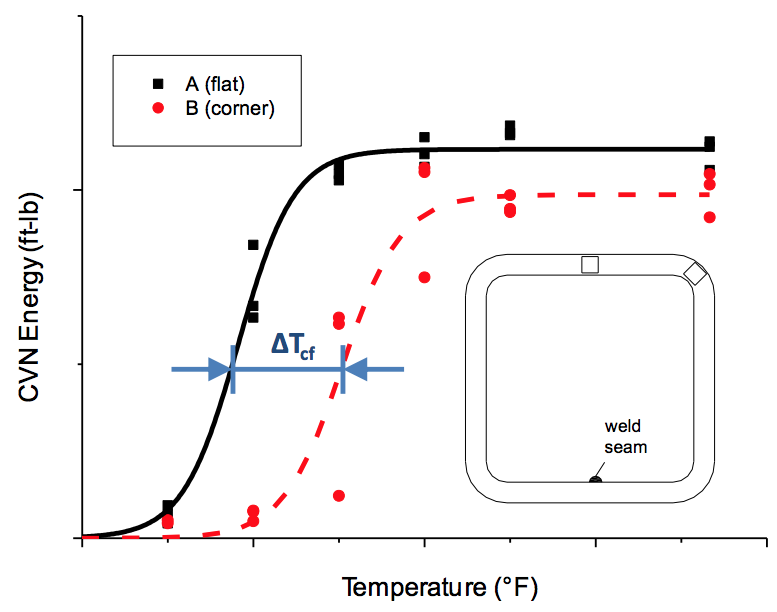
(1) Cuando se selecciona la RHS para la tenacidad de la entalladura, debe considerarse seriamente el deterioro de la tenacidad CVN desde la cara plana hasta la esquina (es decir, el punto débil) de manera que toda la sección transversal sea «apta para el propósito». Esto puede hacerse especificando la esquina como lugar de medición alternativo, o considerando el deterioro desde la cara plana hasta la esquina si la tenacidad CVN se midió en el lugar estándar (cara plana). Los resultados experimentales (véase la figura 3) mostraron que, por lo general, existen grandes desplazamientos de temperatura (ΔTcf) entre las curvas de energía-temperatura CVN de la cara plana y la esquina del RHS ensayado. Estos desplazamientos de temperatura pueden ser de hasta 72 °F, dependiendo de la geometría de la sección transversal y del método de conformación en frío del RHS. Por lo tanto, para ser conservador, un diseñador puede implementar un cambio de temperatura de 72 °F al especificar la tenacidad CVN de la cara plana si se requiere que se cumpla un determinado nivel de tenacidad en la esquina. Por ejemplo, una especificación de 25 pies-libra a -32 °F en la cara plana de un RHS garantizaría una clasificación CVN de 25 pies-libra a 40 °F en la región de la esquina, según la norma ASTM A1085-13.
(2) Para el CHS, dado que el nivel de tenacidad es consistente alrededor de la sección transversal, el método de la norma ASTM A1085-13 puede aplicarse directamente.
(3) Para el HSS con un espesor de pared inferior a 11 mm, la norma ASTM A370 (2009) especifica el uso de probetas CVN de tamaño inferior. Debido al hecho de que la anchura de la probeta subdimensionada es reducida, tiene que estar entallada en el lado estrecho (es decir, la probeta tiene una muesca a través del espesor de la pared del HSS) con el fin de tener suficiente área de sección transversal para el ensayo de impacto (ASTM 2009). Por otra parte, en el caso de los HSS de pared gruesa en los que es posible obtener muestras CVN de tamaño completo, la norma ASTM A370 permite que la muesca se encuentre en la superficie del HSS o a través del espesor de la pared del HSS. Sin embargo, según las pruebas experimentales (Sun y Packer 2014b), esta última orientación de la muesca suele producir una lectura de tenacidad CVN más baja. Por lo tanto, se recomienda que, para el HSS de pared gruesa, las probetas CVN de tamaño completo se mecanicen con una muesca a través del espesor para producir resultados de ensayo conservadores.
AASHTO. 2007. «AASHTO LRFD Bridge Design Specifications», 4ª edición. American Association of State Highway and Transportation Officials, Washington, DC.
ASTM. 2009. «Standard Test Methods and Definitions for Mechanical Testing of Steel Products», ASTM A370-09a. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013a. «Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes», ASTM A500/A500M-13. American Society for Testing and Materials, West Conshohocken, PA.
ASTM. 2013b. «Standard Specification for Cold-formed Welded Carbon Steel Hollow Structural Sections (HSS)», ASTM A1085-13. American Society for Testing and Materials, West Conshohocken, PA.
Feldmann, M., Eichler, B., Kühn, B., Stranghöner, N., Dahl, W., Langenberg, P., Kouhi, J., Pope, R., Sedlacek, G., Ritakallio, P., Iglesias, G., Puthli, R.S., Packer, J.A. y Krampen, J. 2012. «Elección del material de acero para evitar la fractura frágil en estructuras de sección hueca». JRC Scientific and Policy Report No. 72702, European Commission Joint Research Centre, Luxembourg.
Kosteski, N., Packer, J.A. and Puthli, R.S. 2005. «Notch Toughness of Internationally Produced Hollow Structural Sections», Journal of Structural Engineering, American Society of Civil Engineers, Vol. 131, No. 2, pp. 279-286.
Sedlacek, G., Feldmann, M., Kühn, B., Tschickardt, D., Höhler, S., Müller, C., Hensen, W., Stranghöner, N., Dahl, W., Langenberg, P., Münstermann, S., Brozetti, J., Raoul, J., Pope, R. y Bijlaard, F. 2008. «Commentary and Worked Examples to EN 1993-1-10 ‘Material Toughness and Through Thickness Properties’ and other Toughness Oriented Rules in EN 1993». JRC Scientific and Policy Report No. 47278, European Commission Joint Research Centre, Luxembourg.
Sun, M. y Packer, J.A. 2014a. «Direct-Formed and Continuous-Formed Rectangular Hollow Sections – Comparison of Static Properties» (Perfiles huecos rectangulares de conformación directa y continua: comparación de las propiedades estáticas). Journal of Constructional Steel Research, Vol. 92, pp. 67-78.
Sun, M. y Packer, J.A. 2014b. «Charpy V-Notch Impact Toughness of Cold-Formed Rectangular Hollow Sections». Journal of Constructional Steel Research, Vol. 97, pp. 114-126.
October 2014
Download PDF